содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
КОРПУСНАЯ ЧАСТЬ АВТОМАТИЧЕСКОЙ ЛИНИИ ФИРМЫ «НАГЕМА» ДЛЯ ПРОИЗВОДСТВА ЖЕСТЯНЫХ КОНСЕРВНЫХ БАНОК
Корпусообразущий автомат l-300 - часть 3
Для перемещения корпуса банки вдоль паяльного устройства служит рог 1
(рис. 96), диаметр которого немного меньше внутреннего диаметра банки.
Передний конец рога соединен с формующим патроном.
Для поддержания рога в горизонтальном положении имеются две пары опорных
роликов 2, принудительно вращающихся от распределительного вала 44,
изображенного на рис. 90. Свободно вращающиеся ролики 3 установлены
внутри рога и опираются на опорные ролики 2.
Чтобы цилиндрический корпус банки свободно проходил вдоль опорных
роликов, на них по окружности имеются вырезы. Устанавливают ролики
попарно с таким расчетом, что один из них всегда является опорой для
рога, а второй выходит из соприкосновения с роликом рога. Таким образом,
корпус банки может свободно перемещаться вдоль рога в зоне расположения
опорных роликов.

Рис. 96
Цепной транспортер 4, снабженный упорными пальцами 5, обеспечивает синхронную подачу корпусов банок по рогу вдоль паяльного устройства. Работа этого механизма сводится к тому, что реечный транспортер 6 снимает корпуса банок с формовочного патрона и подает их поштучно на конец рога, соединенный с патроном. Цепной транспортер 4 в процессе непрерывного вращения подхватывает очередным пальнем корпус, поданный реечным транспортером, и со скоростью движения цепи перемещает его ко второму концу рога.
В передней части упорных пальцев ценного
транспортера имеется зев, благодаря чему обеспечивается жесткий захват
корпуса, исключающий вращение его но окружности рога, а следовательно,
достигается фиксация продольного шва вдоль нижней плоскости рога.
Склепанный и смазанный флоксом продольный шов цилиндрического корпуса
запаивают с помощью вращающегося паяльного вала 1. снабженного
поперечными кольцевыми канавками (рис. 97).
Паяльный вал установлен в подшипниках 2, укрепленных на чугунной ванне
5, и приводится во вращение звездочкой 4, которая цепной передачей через
коробку скоростей связана с распределительным валом 14, изображенным на
рис. 90. Скорость вращения паяльного вала можно регулировать с помощью
коробки скоростей, имеющей три скорости. Паяльная ванна 3 снабжена
камерой 5, в которой твердый припой
плавится до жидкого состояния.
Ванна обогревается электронагревательными элементами, установленными в
ее днище.
Припой загружают в ванну до уровня оси паяльного вала. Температура
припоя регулируется автоматическим терморегулятором. Продолжительность
нагрева припоя в ванне 120—140 мин. Температура расплавленного припоя не
должна превышать 300° С для банок из белой жести и 280 С для
лакированных банок. Для контроля температуры ванна снабжена термометром.
По отношению к рогу 6 паяльный вал надо устанавливать с таким расчетом,
чтобы припой не попадал внутрь корпусов.
Регулируют паяльный вал совместно с ванной по
отношению к рогу с помощью ручных маховиков 7.
Для нормальной работы паяльной ванны большое значение имеет число
оборотов паяльного вала. Оптимальное число оборотов на один корпус
должно быть в пределах от 4 до 8.
Число оборотов вала на один корпус определяют по формуле:
М = К*n/Q
(11-47)
где: К — количество корпусов на валу;
n — число оборотов паяльного вала в минуту;
Q — производительность автомата в минуту.
При пайке на продольный шов наносится слой припоя шириной 30—12 мм. Для чистки пропаянного шва и снятия с него излишков
припоя имеется матерчатый диск, который приводится
в движение от распределительного вала 44 (см. рис. 90). Диск регулируют
г.о высоте ручным маховиком 15 (см. рис. 89).
После снятия излишков припоя корпус транспортируется вдоль щели, через
которую от вентилятора поступает охлаждающий воздух. Длина щелевого
воздухопровода около 3 м, что обеспечивает достаточное охлаждение
корпусов.
Чтобы обеспечить безопасность эксплуатации автомата, на четырех рабочих
станциях устанавливают электрические выключатели, которые при неполадках
корпусов автоматически выключают машину.
Первое электростоиорное устройство действует в том случае, если присосы
забрали из магазина больше одного бланка. При этом в результате
увеличения толщины бланка контактный рычаг замыкается, к машина
выключается.
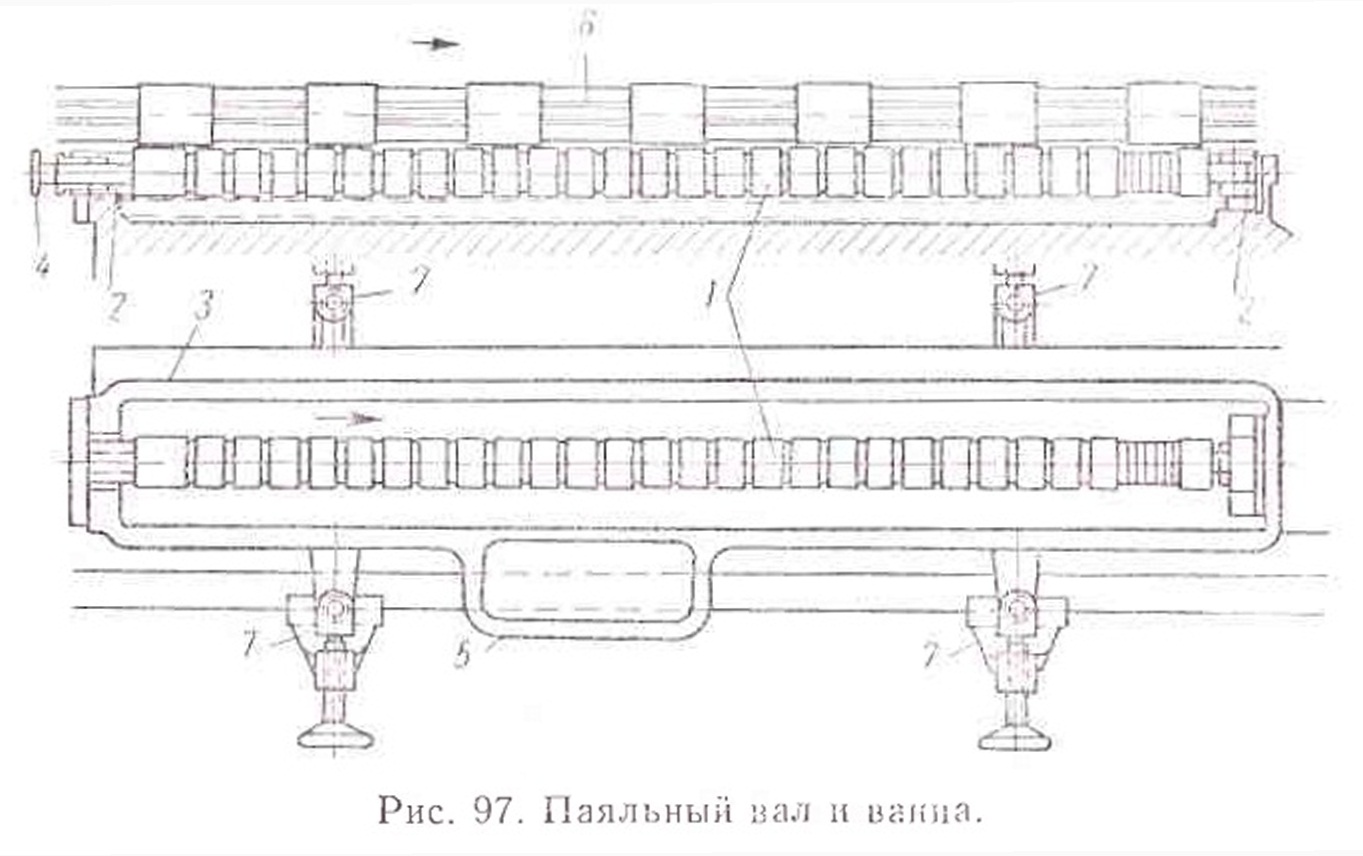
Рис. 97. Паяльный нал и ванна.
Второе электростопор мое устройство действует в том
случае, если при подаче к механизмам отсечки углов, загиба краев и
формующему патрону бланки сомнутся. При малейшем подъеме бланка
контактный рычаг замкнет электрическую цепь и машина будет выключена.
Третье электростопорное устройство расположено за формующим патроном и
действует в том случае, если бланк выходит с патрона не сформованным в
цилиндр. Края бланка при этом упрутся в контактный рычаг и машина
выключится.
Четвертое электрсстопорное устройство смонтировано на валике
выбрасывателя корпусов с рога на выносной транспортер. При неполадках в
ценном конвейере втулка валики поднимается и машина выключается.
Подготовка автомата к работе состоит в том. что припой в паяльной ванне
нагревают до 280—300° С, а уровень его доводят до оси паяльного вала.
Одновременно ванну механизма смазки продольного шва флоксом наполняют до
контрольного уровня. После этого в магазин загружают стопку бланков.
Пусковая станция автомата оборудована тремя кнопками: верхняя (черная)
кнопка предназначена для включения автомата, вторая (черпая)— для
включения вентилятора, третья (красная) для выключения двух
электродвигателей. Нажав на две кнопки пусковой аппаратуры, включают
автомат и вентилятор.
После включения автомата присоси, поднимаясь в верхнее положение,
присасывают нижний бланк и, опускаясь, вынимают его из магазина. При
этом бланк дугообразно прогибается. В нижней мертвой точке вакуум в
присосах нарушается. 13 этот момент задние пальцы реечного транспортера
подхватывают бланк и подают его к механизм} отсечки углов и просечки
прорезей; бланк при этом фиксируется под просечным штампом.
Пуансоны, опускаясь, отсекают два угла на одной стороне бланка
и просекают прорези на второй стороне. Затем они
поднимаются, а реечный транспортер переносит бланк к механизму загиба
кромок. Бланк с загнутыми краями подается реечным транспортером на
формующий патрон, который после установки бланка незначительно
поднимается и фиксирует неподвижное положение его на патроне за счет
прижима к опорной планке.
Затем формующие крылья опускаются, огибают бланк вокруг пат рона и
застегивают его отогнутые края. При подъеме расширителя боковые щеки
патрона раздвигаются и молот ударяет по шву, в результате чего формуется
продольный шов.
Средним реечным транспортером склепанный корпус переносится па конец
рога. Ролики смазывают продольный шов флоксом, корпус подхватывается
цепным транспортером и протаскивается под паяльным валом. Вал. вращаясь,
наносит на продольный шов корпуса тонкий слой расплавленного припоя,
излишек которого снимается со шва вращающимся матерчатым диском и
сбрасывается в специальный ящик.
Пройдя диск, корпус перемещается цепным
транспортером над щелевым воздуховодом, где шов охлаждается.
Корпус снимается с рога выбрасывателем, установленным на валике ведущей
звездочки цепного транспортера, и подается на выносной транспортер,
направляющий его в приемную часть фрикционного элеватора.
Для обеспечения высококачественной пайки и очистки паяльного вала от
окиси припоя в паяльную ванну периодически добавляют хлористый цинк или
другой флюс, загрязненный припой периодически удаляют из ванны
При настройке автомата на выработку банок другой высоты упорные пальцы
реечного транспортера не переставляют.
Стопочный магазин устанавливают соответственно новой высоте корпуса. При
небольших изменениях высоты банки (до 8 мм) нет необходимости
переставлять присосы, а при больших изменениях присосы вместе с
направляющей переставляют так, чтобы они находились приблизительно на
середине бланка.
В механизме просечки и высечки углов переставляют только задние матрицы
с держателями пуансонов, а передние пуансоны оставляют в прежнем
положении. На загибочной станции при изменении высоты банки регулируют
положение только левой загибочной планки.
При настройке машины на банки другого диаметра формующие крылья
поднимают в верхнее мертвое положение. Рог разобщают с формующим
патроном. Патрон снимают и заменяют другим с соответствующим диаметром.
Заменяют также рог и ударную планку молота. Регулируют на новый размер
бланка магазин, механизм отсечки углов, загибочный механизм. Планки
формующих крыльев с угольниками на крыльях переставляют в другие
отверстия (соответственно диаметру банки). После замены комплекта
инструментов и регулировки узлов автомата рекомендуется пропустить
несколько корпусов, чтобы убедиться в качественной работе переставленных
деталей и правильности произведенной наладки.
При регулировке основных узлов автомата боковые стенки магазина
устанавливают так, чтобы зазор между бланками корпусов и стенками
магазина составлял 1 мм.
При изготовлении банок диаметром до 99 мм устанавливают один присос, а
при изготовлении банок диаметром 99 мм и более механизм подачи бланков
снабжают двумя присосами.
В процессе работы формующий патрон должен перемещаться вверх на
расстояние 0,5 мм. Боковые щеки формующего патрона при расхождении
должны образовывать цилиндр, равный внутреннему диаметру банок.
Упорные пальцы реечного транспортера устанавливают под прямым углом к
направлению подачи бланков.
Опорные ролики рога регулируют после установки и регулировки цепного
транспортера, устанавливая очередной палец цепи на расстоянии 35 мм от
корпуса, поданного на рог реечного транспортера.
Опорные ролики регулируют так, чтобы каждая пара
работала поочередно.
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..