содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
АВТОМАТИЧЕСКАЯ ЛИНИЯ ФИРМЫ «НАГЕМА» ДЛЯ ПРОИЗВОДСТВА ЖЕСТЯНЫХ КОНСЕРВНЫХ БАНОК
АВТОМАТИЧЕСКИЙ ПРЕСС МРС-1В
Техническая характеристика автоматического пресса МРС-1В
Производительность, концов в минуту
..........до 250
Мощность электродвигателя в квт........................4,2
Число оборотов электродвигателя в минуту................1000
Вылет в мм..............................................200
Ход ползуна в мм........................................74
Размер пуансона в мм при двойной штамповке:
максимальный........................................120
минимальный ........................................65
Диаметр высечки при одинарной штамповке в мм:
максимальный........................................220
минимальный ........................................100
Ширина рулона в мм:
максимальная ........................................300
минимальная..........................................100
Габариты пресса в мм:
длина........................ 3200
ширина ..............................................2200
высота .......................1760
Вес пресса в кг ..........................................2350
Автоматический пресс MPC-1В (рис. 79) предназначен для производства концов из рулонной жести шириной от 100 до 300 мм.
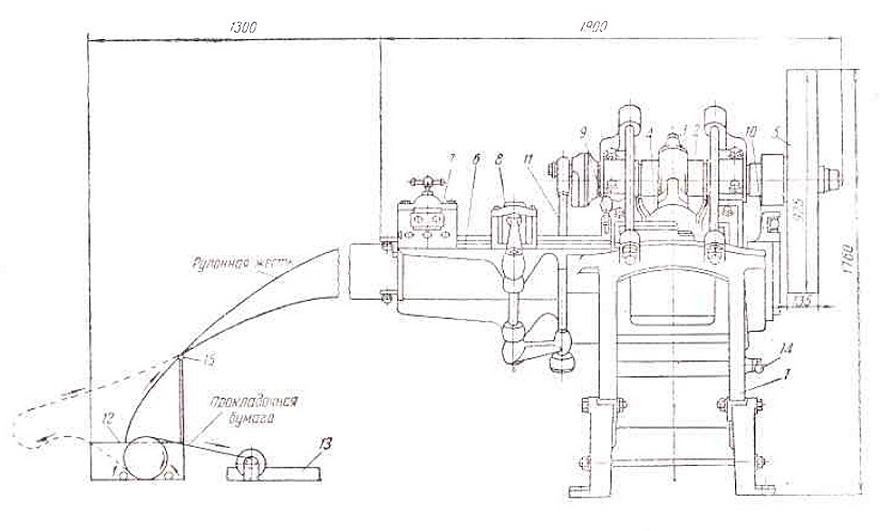
Рис. 79. Автоматический пресс МРС-1в.
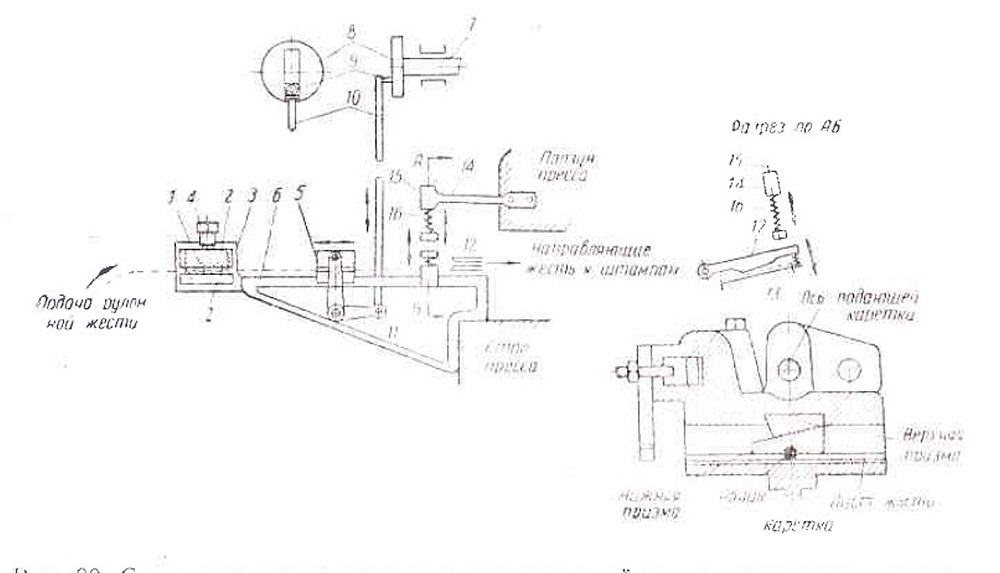
Рис. 80. Схема механизма выравнивания рулонной жести, механизма прижима и каретки подачи.
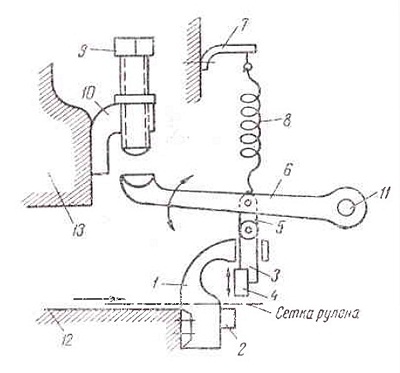
Рис. 81. Схема механизма разрезания рулонной жести на бланки.
Пресс состоит из следующих основных узлов: станины 1, коленчатого вала 2, шатуна 3, ползуна 4, приводного шкива-маховика 5, стола подачи 6, механизма выравнивания рулонной жести 7, каретки подачи жести 8, механизма прижима 9, механизма 10 для резки рулонной сетки и механизма 11 привода каретки.
Дополнительно в комплект пресса входят
приспособления 12 для разматывания рулонной жести и 13 для сматывания
прокладочного бумажного рулонного листа.
Основные узлы этого пресса (станина, коленчатый вал со всеми деталями,
штамп, механизм включения и привод) и пресса марки МРС-1 конструктивно
аналогичны, поэтому описание их в этом разделе не дается.
Отличительной особенностью пресса марки МРС-1в от пресса марки МРС-1
является наличие механизма выравнивания рулонной
жести, каретки, подающей рулонную жесть к штампам,
механизма прижима жести к плоскости стола подачи в момент штамповки
концов и механизма резки рулонной сетки на отдельные бланки, что
облегчает сбор и утилизацию отходов.
На рис. 80 изображена схема механизмов выравнивания рулонной жести,
прижима ее к плоскости стола и каретки с приводом.
Механизм выравнивания состоит из двух верхних и трех нижних роликов 1,
расположенных в рамках 2. Рамки с роликами установлены в корпусе 3,
причем верхняя рамка имеет пружины, обеспечивающие пластичность работы
механизма выравнивания. С помощью болта 4 регулируют силу нажима верхних
роликов на рулонную жесть.
Каретка 5 подачи рулонной жести в процессе работы совершает
возвратно-поступательное движение вдоль направляющих стола подачи 6.
Каретка состоит из верхней и нижней частей, между которыми установлены
две призмы и заклинивающий ролик; при движении
каретки назад ролик не прижимается к жести и
каретка совершает свободный ход, при движении каретки вперед — в сторону
расположения штампов ~ верхняя призма нажимает на нижнюю, ролик
прижимается к жести и каретка подает рулонную жесть на шаг движения
каретки.
Каретка приводится в движение от коленчатого вала 7 с помощью диска 8,
кривошипного пальца 9, кривошипа 10 и ломаного рычага 11. Радиус
кривошипного пальца можно изменять и регулировать таким образом шаг
движения каретки.
Механизм прижима служит для фиксации рулона в момент свободного хода
каретки, т. е. при движении ее назад. Он состоит из прижимного рычага
12, один конец которого шарнирно прикреплен к столу
подачи, а второй (свободным конец) опирается на пружину 13. Кронштейн 14
жестко кренится к ползуну пресса. Во втулку кронштейна вставлен болт 15,
подпружиненный спиральной пружиной 16 Когда каретка подачи во время
рабочего хода доходит до крайнего положения и рулонная жесть подана под
штампы, ползун пресса опускается одновременно с кронштейном 14. При этом
болт 15 через пружину 16 нажимает на конец рычага 12, который,
опускаясь, прижимает рулонную жесть к плоскости стола. В результате
этого исключается возможность смещения жести под штампами при отходе
каретки назад. При возвратном движении ползуна рычаг 12 от усилия
спиралькой пружины 13 поднимается и освобождает жесть.
Механизм резания сетки рулонной жести на бланки (рис. 81) облегчает сбор
и утилизацию отходов жести.
На кронштейне 1, закрепленном на столе 12 пресса, покоится неподвижный
нож 2. Во втулке кронштейна установлен шток 3, нес;, шип верхний нож 4.
Шток верхнего ножа через поводок 5 шарнирно соединен с рычагом 6, один
конец которого укреплен на валике 11, а центр рычага прикреплен к
пружине 8, покоящейся на кронштейне 7. К ползуну пресса 13 прикреплен
рычаг 10, снабженный болтом 9. При движении ползуна вниз болт 9 нижним
концом нажимает на рычаг 6, который, вращаясь свободным концом вокруг
валика 11, опускает шток 3, в результате чего нож 4, встречая сетку,
разрезает ее. Отрезанный конец рулонной сетки падает вниз. При
возвратном движении ползуна болт 9 отходит от рычага 6, который
поднимается спиральной пружиной 8 и поднимает шток с ножом 4. Шаг
движения верхнего кожа регулируется болтом 9. Таким образом, механизм в
процессе работы пресса разрезает рулонную сетку на бланки длиной, равной
шагу движения каретки подачи рулонной жести.
Схема механизма для разматывания рулона жести изображена на рис. 82. В
чугунном корытообразном корпусе 9 установлены два ролика 1, 2. Валики
роликов связаны между собой цепной переда чей 3. Ведущий ролик 1
приводится в движение от электродвигателя 7 мощностью 0,45 квт через
клиноременную передачу 4, валик 5 и червячный редуктор 6.
С помощью шкивов 8 клиноременной передачи
регулируют скорость вращения роликов 1 и 2 от 11 до 14 об/мин в связи с
изменением диаметра рулона в процессе его разматывания.
Рулон жести устанавливают на ролики 1 и 2. При включении
электродвигателя они начинают вращается и постепенно поворачивают рулон,
в результате чего свободный конец его разматывается.
Для сматывания прокладочной рулонной бумаги
предусмотрено приспособление, показанное на рис. 83. На плите 1 в
подшипниках 2 установлен барабан 3, который приводится в движение от
электродвигателя 6 через клиноременную передачу 4 и червячный редуктор
5.
В процессе разматывания жести прокладочная рулонная бумага освобождается
и наматывается на барабан 3
в дальнейшем эта бумага используется для
хозяйственных и других целей.
Рулон жести устанавливают в механизм разматывания 12 (см. рис. 79) и
конец его заводят через кронштейн 15, выравнивающий механизм 7, каретку
подачи 8 и направляющие приспособления, которые направляют сто к
штампам. Одновременно конец прокладочной бумаги укрепляют на барабане
механизма 13 для сматывания бумаги
Как показывает опыт, этот механизм более устойчиво работает при
значительной слабине рулонной жести (слабина изображена па рис. 79
пунктиром). При подаче конца рулонной жести через крон штейн 15 в
механизм выравнивания без слабины менее устойчиво работает пресс, а
также механизм разматывания, ток как рулон часто срывается с опорных
роликов.
Опуская рукоятку 14, включают пресс в рабочее положение.
Каретка 8 в процессе возвратно-поступательного движения периодически
подает рулонную жесть вперед па шаг своего движения,
при этом жесть выравнивается роликами механизма 7. В мертвом положении каретки при рабочем ходе жесть механизмом 9 прижимается к плоскости стола, в результате чего исключается возможность смещения жести при холостом ходе каретки (назад). В момент, когда жесть прижата к плоскости стола, ползун пресса с пуансонами опускается и штампует концы.
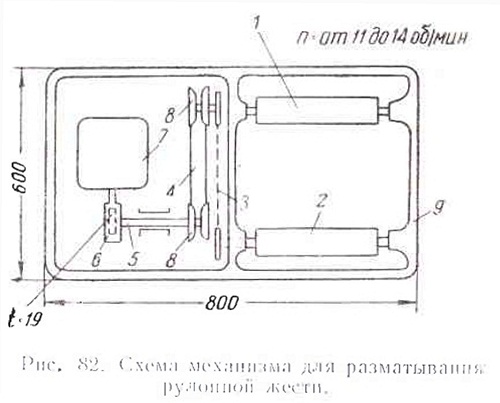
Рис. 82.

Pиc. 83. Приспособление для сматывания рулонной бумаги.
При подъеме ползуна концы выбрасываются
из пуансона и, как в прессе марки МРС-1, поступают в станок для подвивки
фланцев. Одновременно со штамповкой концов механизм 10 разрезает сетку
рулонной жести на бланки.
Пресс описываемой конструкции может быть использован для двухрядной и
однорядной штамповки концов.
При настройке пресса на штамповку концов другого диаметра или при
переводе его с двухрядной штамповки на однорядную или наоборот сменяют
только штампы. При этом регулируют шаг движения каретки путем изменения
радиуса кривошипного пальца, а также все направляющие устройства.
Некоторым недостатком данного пресса является отсутствие устройства для
наматывания рулонной бумаги в процессе разматывания жести. Желательно,
чтобы этот механизм был сблокирован с механизмом разматывания жести.
Из наиболее часто встречающихся неполадок в работе пресса можно отметить
следующие:
1) вырубка с заусеницами при затуплении режущей части штампа и большом
зазоре между матрицей и пуансоном;
2) проштамповка мостиков при неправильной работе подающей капетки;
3) удар штампа по падающей крышке при неправильной работе выбрасывателя;
4) недостаточное выравнивание жести при неправильной работе механизма
выравнивания;
5) недостаточная подвивка концов при неправильной установке сегментов
подвивочного устройства по отношению к профильному диску.
При эксплуатации пресса особенно тщательно следует контролировать работу выбрасывателя концов из пуансона штампа, так как застревание конца в пуансоне может привести к серьезной аварии
и даже к поломке коленчатого вала и разрыву станины.
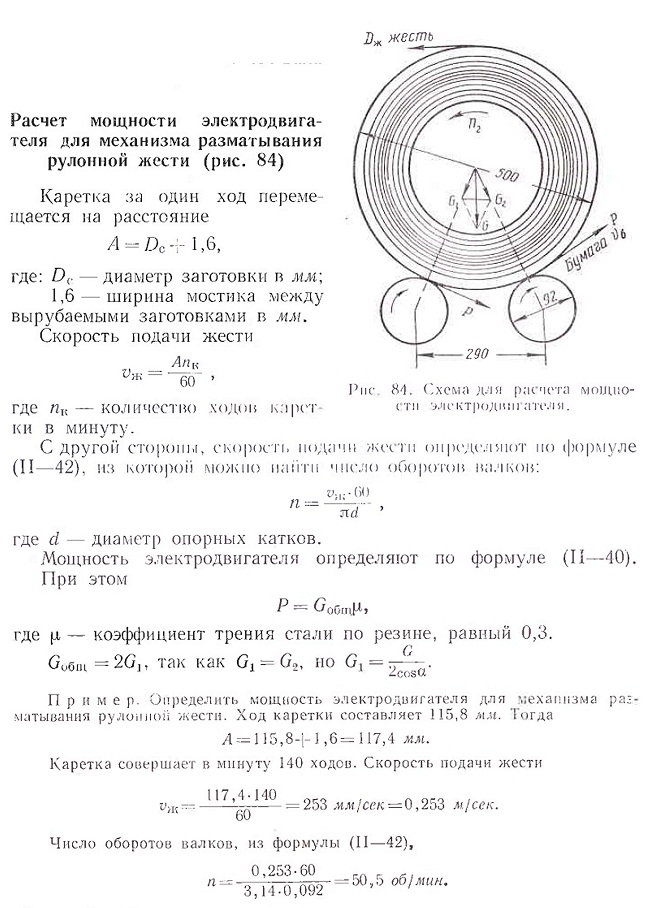
Расчет мощности электродвигателя для механизма разматывания рулонной жести (рис. 84)
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..