содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
АВТОМАТИЧЕСКАЯ ЛИНИЯ ФИРМЫ «НАГЕМА» ДЛЯ ПРОИЗВОДСТВА ЖЕСТЯНЫХ КОНСЕРВНЫХ БАНОК
АВТОМАТИЧЕСКАЯ ПАСТОНАКЛАДОЧНАЯ МАШИНА GA-1
Техническая характеристика пастокакладочной машины
Диаметр концов в мм .................43— 113
Средняя производительность, концов в минуту .....около 160
Мощность электродвигателя в кет......................0,52
Число оборотов электродвигателя в минуту..............1420
Габариты машины в мм:
длина..............................................1370
ширина ........................ 1180
высота ..........................................1400
Вес и кг.................................480
Автоматическая пастонакладочная машина (рис. 77) предназначена для
накладен жидкой пасты на предварительно подвитый фланец конца.
Машина состоит из следующих основных частей: станины 1, привода 2,
насоса 3, воздушного баллона 4, бака 5 для хранения пасты,
магазинной камеры 6, пастонакладочного механизма 7,
стопкособирателя 8, приемной станции 9 и муфты включения 10.
Все узлы машины смонтированы на отлитой из чугуна станине, имеющей вид
фасонного короба. Привод, за исключением электродвигателя и двух шкивов,
расположен внутри станины.
Взаимодействие всех движущихся частей показано на книематической схеме
пастона кладочной машины (рис. 78).
Электродвигатель 1 через клиноременную передачу 2 приводит и движение
шкив 3. На валу приводного шкива установлен штурвал г помощью которого
прокручивают машину вручную в процессе ее регулирования и настройки.
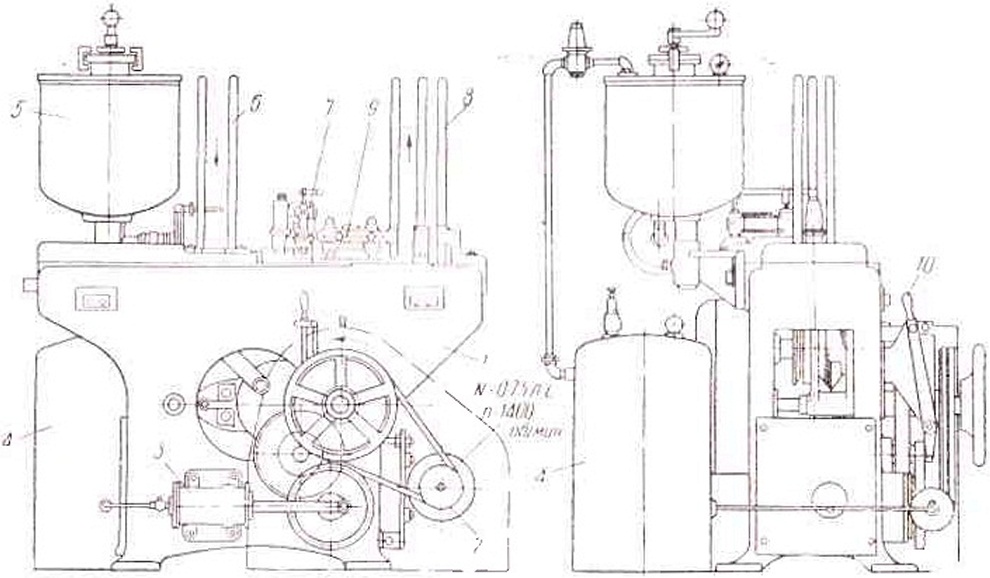
Рис. 77. Автоматическая пастонакладочная машина GA-1.
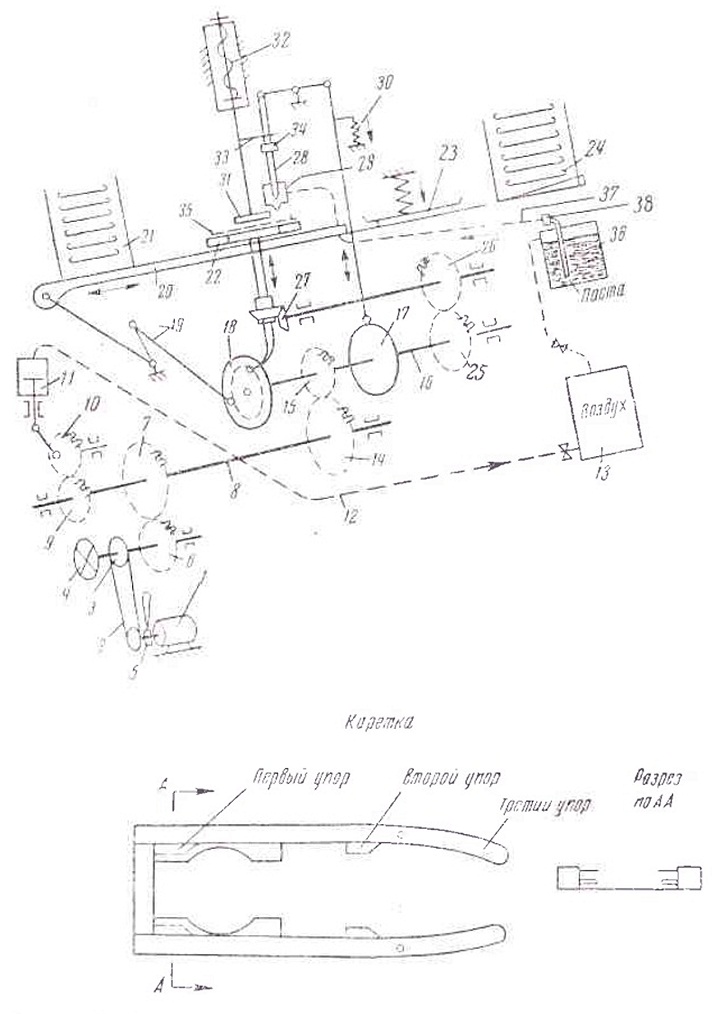
Рис. 78. Кинематическая схема пастонакладочной машины GA-1.
Фрикционная муфта 5 служит для включения и выключения машины. От нала приводного шкива через пару цилиндрическим шестерен 6, 7 движение передается валу 8, от которого через шестерни 9
и 10 приводится в движение воздушный насос 11, нагнетающий воздух по шлангу 12 в ресивер 13. Через шестерни 14 и 15 приводится в движение вал 16, на котором сидит пазовый эксцентрик 18, кулачок 17 и шестерня 25. Пазовый эксцентрик обеспечивает подъем и опускание
патрона 22, который в процессе работы дополнительно
вращается от шестерни 26 и через пару конических передач 27.
Каретка 20, подающая концы из магазина 21 к патрону 22, промежуточной
станции 23 и в стопкособиратель 24. совершает возвратно-поступательное
движение с помощью ломаного рычага 19, одним концом связанного с
кареткой, а вторым концом сидящего на пальце пазового эксцентрика.
Кулачок 17 служит для перекрытия сопла в камере 29 с помощью запорной
иглы 28. обеспечивая принудительную отсечку подачи пасты из камеры.
Поднимается игла спиральной пружиной 30.
Конец на патроне 22 фиксируется щупом 31, который одновременно
является блокирующим устройством, регулирующим
подачу пасты из камеры 29 только при наличии конца 35 на патроне 22.
Работа щупа протекает в следующей последовательности. Если на патроне
имеется конец, то щуп от воздействия пружины 32 опускается и, упираясь в
конец, прижимает его к патрону. Поскольку щуп сидит на штоке свободно,
то, упираясь в конец, он начинает вращаться вместе с патронами и концом.
В этом случае игла 28 поднимается пружиной 30, так как хомутик 34
запорной иглы не доходит до рычага 33, и паста вытекает из каморы 29.
Если на патроне нет конца, то щуп, по встречая сопротивления, опустится
в выступ патрона и рычаг 33 упрется в хомутик 34, не дав возможности
пружине 30 поднять, запорную иглу, ибо пружина 32 значительно сильнее
пружины 30. Пaста из камеры 29 в лом случае не подается.
В камеру 29 паста поступает по шлангу 37 из бака 36 через фильтр 38.
Воздух в бак нагнетается из ресивера 13.
Давление в баке и ресивере контролируется манометром.
При подготовке машины к работе бак наполняют пастой, а в реси-вер
нагнетают воздух.
Магазинную камеру наполняют концами и включают машину. Каретка 20
поштучно отсекает концы из магазинной камеры 21 и подает их в патрон 22.
Каретка, двигаясь возвратно-поступательно, подает каждый конец сначала
на патрон 22, причем конец подается па патрон в момент его опускания
вниз.
После пастирования конец вторым упором каретки снимается с патрона и
подается на станцию 23 и далее в стопкособиратель 24.
В процессе непрерывной работы каретка 20 за один рабочий ход
одновременно перемещает три конца: первый упор подает конец па патрон,
второй упор снимает конец, находящийся на патроне, и подает его на
станцию, одновременно третий упор подает конец из приемной станции в
стопкособиратель. Таким образом, производительность машины соответствует
числу ходов каретки 20.
Стопки пастированных концов периодически вынимают вручную из
стопкособирателя и направляют на последующую обработку — в сушильную
печь, которая конструктивно выполнена аналогично
сушильной печи Симферопольского завода имени
Куйбышева. описанной выше.
Для нормальной работы пастонакладочной машины давление воздуха в
ресивере необходимо поддерживать в пределах 30—3,5 ати Оптимальное
давление насты в расходной камере должно быть 0,3— 0,4 ати.
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..