содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
КОРПУСНАЯ ЧАСТЬ АВТОМАТИЧЕСКОЙ ЛИНИИ ФИРМЫ «НАГЕМА» ДЛЯ ПРОИЗВОДСТВА ЖЕСТЯНЫХ КОНСЕРВНЫХ БАНОК
АВТОМАТИЧЕСКИЕ СДВОЕННЫЕ ДИСКОВЫЕ НОЖНИЦЫ ЛИНИИ
ФИРМЫ «НАГЕМА» ДЛЯ ПРОИЗВОДСТВА ЖЕСТЯНЫХ КОНСЕРВНЫХ БАНОК
Технический характepистика единенных дисковых ножниц
Производительность, листом и минуту
.........около .30
Максимальный допустимый размер листа жести в мм . . 810x750
Максимальная толщина жести в мм....................0,4
Минимальная ширина нарезанных бланков в мм .... 45
Мощность электродвигателя в л. с......................3
Число оборотов электродвигателя в минуту ............1400
Габариты машины в мм:
длина ......................около 2450
ширина............................................1700
высота............................................1350
Вес машины в кг......................................1600
Сдвоенные дисковые ножницы (рис. 85) предназначены для раскроя листа
жести на корпусные бланки. Рабочими инструментами их являются диски,
вращающиеся в противоположные стороны.
Агрегат состоит из двух дисковых ножниц. Первые ножницы разрезают лист
жести на полосы и одновременно обрезают кромки с двух сторон листа.
Вторые ножницы разрезают полосы на корпусные бланки, также обрезая
кромки с двух сторон полос.
Узлы ножниц смонтированы на чугунных литых станинах 1, состоящих из
массивных боковин, связанных стяжными болтами 2 и пластинами стола 3.
Лист жести укладывают вручную на стол 3, фиксируя боковую кромку листа
по направляющей планке 4, которая может перемещаться в прорезях поперек
стола. Таким образом можно регулировать величину обрезаемой кромки в
зависимости от размера листа и размера
полос. Каретка 5 служит для подачи листа жести к дисковым ножам. В
процессе работы она совершает возвратно-поступательное движение от
электродвигателя в через систему цилиндрических зубчатых колес, а также
приводит в движение вал 7, звездочки 8, 9, диск 10, рычаг 11 и ползун
12. Дисковые ножи 13 закреплены на вращающихся в противоположные стороны
валах 14 и 15.
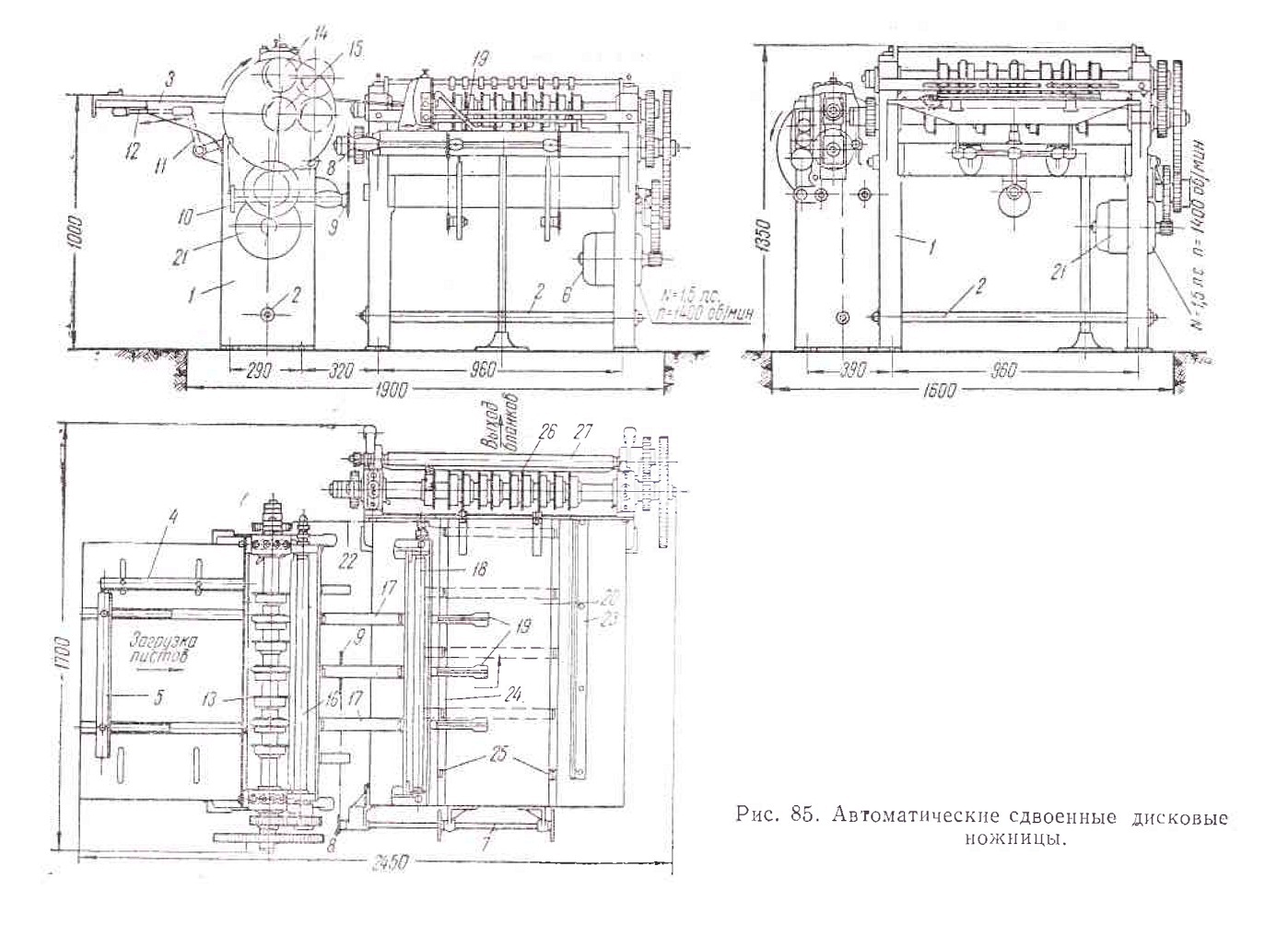
Рис 85. Автоматические сдвоенные дисковые ножницы.
Обычно лист жести разрезают на четыре части; две крайние полоски шириной
примерно 3—5 мм являются отходом, а две средние
используют как заготовки бланков для корпусов банок. С помощью
направляющих валиков 16, направляющих шин 17 и направляющих валиков 18
полосы поступают на стол 20 вторых ножниц, при этом лапы 19 прижимают их
к плоскости стола. Дисковые ножи, а также две пары направляющих валиков
16 и 18 приводятся во вращение от электродвигателя 21 через систему
цилиндрических зубчатых колес и цепную передачу 22.
Нарезанные полосы, поступая и а стол 20, фиксируются направляющим
угольником 23. Вдоль стола непрерывно движется двухлинейный цепной
транспортер 24. Обе цепи транспортера снабжены пальцами 25, с помощью
которых полосы жести с плоскости стола подаются к дисковым ножам 26.
Валики 21 направляют корпусные бланки, выходящие из-под дисковых ножен.
Дисковые ножи 26, валики 27 и цепной транспортер 24 приводятся в
движение от электродвигателя 6 через систему цилиндрических зубчатых
колес.
Электродвигатель одновременно приводит в движение каретку 5, обеспечивая
синхронность работы первых и вторых ножниц.
Чтобы обрезаемые кромки были направлены в одну сторону, верхние ножи по
отношению к нижним устанавливают так, как показано на рис. 86, а. Если
ножи установить так, как показано на рис. 86, б, то кромки будут
направлены в разные стороны, что усложнит использование таких бланков на
корпусообразующем автомате.
В магазине корпусообразующей машины бланки надо укладывать кромками
наружу, т. е. в том же направлении, в котором отгибаются фланцы в
фланцеотгибочной машине.
Дисковые ножи имеют двустороннюю заточку. При износе одной кромки нож
поворачивают.
Нельзя подавать в дисковые ножницы листы жести с вмятинами, загибами и
другими дефектами.
Вертикальное перекрытие дисковых ножей должно составлять 1,5—2 толщины
жести, а горизонтальный зазор между ними —10— 15% толщины жести.
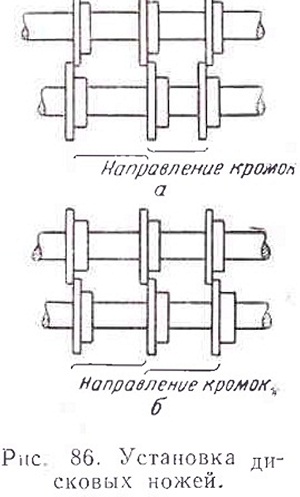
Рис 85.
Верхние ножевые диски по отношению к нижним
устанавливают следующим образом: по шаблону устанавливают нижние ножи,
затем между режущими кромками прокладывают лист газетной бумаги толщиной
0,1—0,15 мм. После закрепления верхних ножей бумага должна удаляться с
некоторым усилием. Следует учесть, что при увеличенном зазоре образуются
большие заусеницы.
Чтобы затачивать дисковые ножи не снимая их с машины, ножницы снабжают
шлифовальным устройством, укрепленным на верхней плоскости станины.
Наиболее часто наблюдающиеся неполадки в работе ножниц:
1) непрямолинейный рез — получается при наличии люфта дисковых ножей или
в том случае, когда ножи установлены не в строго вертикальном положении;
2) непрямоугольные полосы — получаются при неправильной установке
подающей каретки;
3) непрямоугольные бланки — получаются в том случае, когда одна ветвь
цепи подающего транспортера опережает другую ветвь цепи;
4) неправильные по ширине полосы или бланки получаются в том случае,
если дисковые ножи установлены не по шаблону;
5) большие заусеницы результат применения тупых ножей или наличия
больших зазоров между дисковыми ножами.
Расчет мощности электродвигателя для привода
дисковых ножниц
Мощность для привода дисковых ножниц определяют по формуле (II—40).
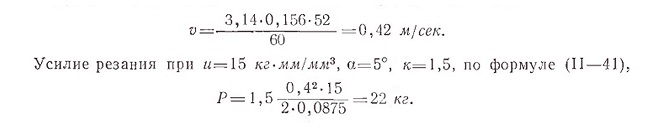
Пример. Рассчитать мощность электродвигателя для
привода дисковых ножниц, если диаметр дисковых ножей 156 мм, вал ножей
вращается со скоростью 52 об/мин, толщина обрабатываемой жести 0,4 мм,
максимальное количество пар дисковых ножей на двух ножницах 13, к. п. д.
ножниц 0,5.
Окружная скорость дисковых ножей, по формуле (II—42),

содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..