КОРПУСНАЯ ЧАСТЬ
АВТОМАТИЧЕСКОЙ ЛИНИИ ФИРМЫ «НАГЕМА» ДЛЯ ПРОИЗВОДСТВА ЖЕСТЯНЫХ КОНСЕРВНЫХ БАНОК
Корпусообразущий автомат
l-300 - часть 2
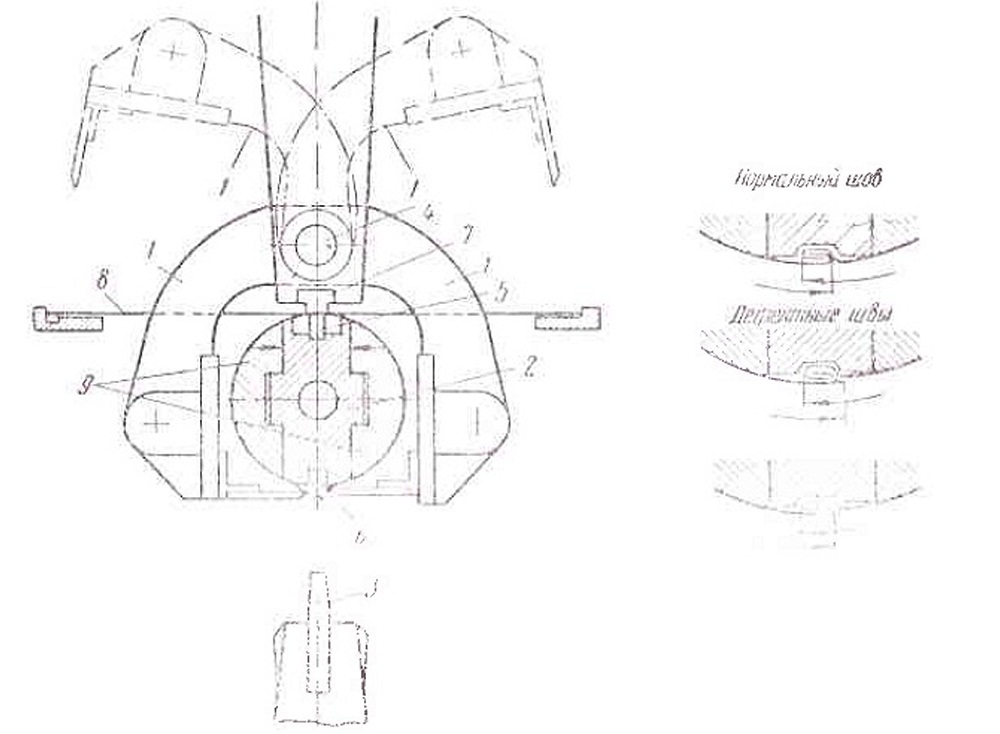
Этот механизм (рис. 93) служит для отгиба краев с двух сторон бланка под
углом 135°. Как видно из схемы обработанного бланка, левый край бланка
отгибается вверх, а правый вниз.
Рис. 93. Механизм загиба краев бланка.
Рабочие органы механизма — планки 1 — движутся но
дугам окружности вокруг оси 2 н приводятся в движение тягами 3, нижние
концы которых соединены с эксцентриками 4, установленными на валах 5.
Эти валы являются продолжением валов, приводящих в движение механизм
отсечки углов и просечки прорезей в бланках. Чтобы угол отгиба краев
бланка не был больше заданного, прижимы 8 по наружным кромкам спилены
под углом 180° — а (и угол отгиба края бланка).
Корпусной бланк в реечным транспортером 7 подается под прижимы 8, где
положение бланка фиксируется.
Эксцентрики 4 установлены под углом 180 . в результате чего тяги 3
перемещаются в противоположные стороны: если левая тяга поднимается, то
в этот момент правая опускается, и наоборот.
Такое крепление эксцентриков на приводных валах дает возможность рабочим
органам - планкам загибать края одновременно с двух сторон бланка. Таким
образом, после подачи бланка под прижимы, правая тяга поднимается, а
левая воздействует на движение планок, которые, перемещаясь по
окружности, упираются в концы бланка, выходящего из-под прижимов, и по
профилю прижимов загибают оба края. Затем планки отводятся в исходное
положение, а обработанный корпусной бланк реечным транспортером
перемещается из-под прижимов к механизму формирования корпуса и
продольного шва.
С помощью муфт 9 можно и вменять длину тяг 3 и достигать синхронности
работы механизма загиба краев бланка с движением реечного транспортера.
Механизм образования корпуса и продольного шва (рис. 94) выполняет две
операции: формует корпус и образует продольный шов. Состоит он из двух
формующих крыльев 1, формующего патрона 2 и молота 3. На рис. 94
формующие крылья изображены в двух положениях: в нижнем положении крылья
показаны в момент окончания формования корпуса, а в верхнем (пунктиром)
— в исходном положении. Формующие крылья в процессе работы совершают
качательное движение вокруг оси 4. Крылья приводятся в движение от двух
тяг (на рис. 91 не показаны), в процессе работы совершающих
возвратно-поступательное движение.
Регулируя тяги, добиваются синхронности работы механизма и движения
реечного транспортера. Кроме того, меняя длину тяг, можно регулировать
опережение или запаздывание формующих крыльев относительно друг друга.
Для получения нормального шва необходимо, чтобы правое крыло,
перемещаясь вниз, опережало левое, так как иначе изогнутые края бланка
не будут сцепляться и замок не получится.
В верхних пазах формующего патрона движется средний реечный транспортер
5, снабженный пальцами, который переносит склепанные корпуса в паяльную
часть машины.
В нижний паз формующего патрона вставлена наковальня 6, воспринимающая
удар молота. В наковальне имеется продольный паз, обеспечивающий
образование продольного шва, обращенного внутрь корпуса. Опорная планка
7 расположена над формующим патроном.
Для нормальной работы автомата необходимо, чтобы в
момент подачи реечным транспортером бланка на патрон между формующим
патроном и опорной планкой был зазор, равный 0,5 мм. При формовке
корпусного бланка в цилиндр опорная планка фиксирует его на патроне;
патрон совместно с прикрепленным к нему рогом от усилия рычага 25 (см.
рис. 90) незначительно приподнимается и поданный на патрон бланк
оказывается зажатым между патроном и опорной неподвижной планкой.
Рис. 94. Механизм формовки корпуса и продольного
шва
Молот 3 (см. рис. 94) получает
возвратно-поступательное движение от эксцентрика, насаженного на вал.
Корпус и продольный шов образуются следующим образом. После загиба краев
очередной бланк в реечным транспортером 5 подается на формующий пат рок
2, который рычагом поднимается примерно на 0,5 мм. Бланк зажимается
между патроном и опорной планкой 7. Крылья 1 опускаются, бланк огибается
вокруг патрона, и крюк одной стороны бланка заводится за крюк другой
стороны. Затем боковые щеки 9 патрона с помощью клипа-расширителя (на
рис. 94 не показан), движущегося внутри патрона, раздвигаются и
растягивают корпус до нормального диаметра. Поднимающийся молот 3
завершает образование продольного шва, вдавливая его в углубление
наковальни 6.
По окончании формовки продольного шва боковые щеки патрона сжимаются, а
молот опускается. Формующий патрон отходит от опорной планки, реечный
транспортер снимает корпус с патрона и подает его на конец рога, который
соединен с формующим патроном.
Механизм для смазки продольного шва флоксом (рис.
95) состоит из чугунной литой ванночки 1, в которой установлены два
свободно вращающихся ролика 2. С помощью пружин 3, рычага 4 и кронштейна
6 ролики 2 прижимаются к корпусу банки, движущемуся по рогу. Для
уменьшения разбрызгивания флокса, а также для того, чтобы он не
наносился на шов корпуса в излишнем количестве, служат ограничители 5.
Работа механизма состоит в том, что корпус, перемещаясь вдоль рога,
соприкасается с роликами, которые от движения корпуса начинают вращаться
и смачивают продольный шов тонким слоем флокса. Сила прижатия роликов к
корпусу регулируется натяжением пружин 3.
Рис. 95. Механизм для смазки продольного шва
корпуса флоксом.