содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
АВТОМАТИЧЕСКАЯ ЖЕСТЯНО-БАНОЧНАЯ ЛИНИЯ СИМФЕРОПОЛЬСКОГО ЗАВОДА ИМЕНИ КУЙБЫШЕВА ДЛЯ ПРОИЗВОДСТВА КОНСЕРВНЫХ БАНОК
КОРПУСООБРАЗУЮЩАЯ МАШИНА АВТОМАТИЧЕСКОЙ ЖЕСТЯНО-БАНОЧНОЙ (КОНСЕРВНОЙ) ЛИНИИ ЗАВОДА ИМЕНИ КУЙБЫШЕВА - ЧАСТЬ 1
Техническая характеристика корпусообразующей машины
Производительность, корпусов в минуту....... до 300
Диаметр корпусов в мм...............от 70 до 100
Высота корпусов в мм...............от 50 до 120
Толщина жести корпусов в мм ........... до 0,35
Мощность электродвигателей в кет:
основного привода ..............................7
привода паяльной части ..........................2,8
привода вальцов ................................0.0
привода очистки корпусов........................0,6
привода охлаждающего устройства................1,7
Мощность электронагревательных элементов паяльной
ванны в кет......................................17
Габариты в мм:
длина ..........................................10100
ширина..........................................1525
высота..........................................1420
Вес машины в кг....................................6800
Корпусообразующая машина предназначена для
изготовления корпусов цилиндрических жестяных банок и последовательно
выполняет следующие операции: выдает из стопы бланк, вальцует его,
обсекает углы бланка и надсекает прорези, загибает крючки с двух сторон
бланка, смазывает крючки флоксом, формует корпус., склепывает продольный
шов, смазывает снаружи продольный шов флоксом, паяет шов, охлаждает
корпус и выносит из машины.
Машина (рис. 51) состоит из двух частей — формующей и паяльной. Обе
части установлены на отдельных станинах, связанных между собой.
Станина формующей части покоится на плите 1, па которой установлены арка
2 и опоры 3. На них укреплен стол 4, несущий правую и левую подвижные
станины 5, на которых смонтированы: магазин бланков 6, станции обсечки 7
и просечки 6' бланков, станции загибки крючков 9 и патрон 10. Стол 11
служит для выравнивания стопы бланков перед загрузкой ее в магазин 6.
Станина паяльной части смонтирована на ножках, на
которых лежит составная плита 12. В переднюю ножку 13 вмонтирован
редуктор. Задняя ножка 14 также выполнена в виде редуктора, связывающего
главный вал 15 с электродвигателем 16 паяльной части.
Туннель, но которому движутся корпуса, смонтирован на стойках 17. В
передней стойке расположена трехступенчатая коробка скоростей привода
паяльного вала 18 и передача к приемному транспортеру 19, снимающему
корпуса с рога формующей части. На отдельном кронштейне под рогом
установлена ванна 20 с двумя роликами для смазки шва флоксом.
Паяльную ванну 21 с помощью штурвалов 22 можно
регулировать по высоте.
Щетка 23 снимает е проходящих по туннелю корпусов излишний припой.
Привод щетки осуществляется от индивидуального электродвигателя 24 через
ременный вариатор.
Под туннелем установлен раструб охлаждающего устройства 25. Воздух
поступает от вентилятора 26, приводимого во вращение от индивидуального
электродвигателя.
Поворотная станция 27 с помощью двух матерчатых роликов и крючка
поворачивает корпуса на 90° перед выдачей их в течки транспортных
устройств.
С правой стороны выбросного транспортера 28 установлен электромагнит 29,
перекрывающий выход корпусов в течку транспортных устройств в случае ее
переполнения. В этом случае корпуса не доходят
до поворотной станции и сбрасываются в сторону с
помощью заслонки 30.
Па рис. 52 показан продольный разрез формующей части машины. На
фундаментной плите 1 установлены стойки 2 и арка 3, на которых лежит
стол машины 4. В левой части стола, образующей своеобразный картер,
заполненный маслом, установлена основная винтовая передача машины. От
электродвигателя через клиноременную передачу 5 вращение передается
главному валу 6'. На главном валу установлена шестерня 7, которая
вращает винтовую шестерню 8, сидящую на коленчатом валу 9. Коленчатый
вал передаст движение кареткам подачи бланка, а также осуществляет
привод всех механизмов, расположенных на подвижных станинах.
Шатун 10 приводит в движение ползун 11, па котором установлен кронштейн
12, связанный поперечной планкой с основными каретками продольной
подачи. На каретках установлены подпружиненные собачки 13, служащие для
перемещения бланков вдоль рабочих станций машины.
Штоком 14 кронштейн 12 связан со вторым ползуном 15, к которому
прикреплен хвостовик центральной каретки 16 с собачками 17 и
расширительный шток 18 патрона 19. Центральная каретка движется в
верхнем пазу патрона 19 и передаточного рога 20, обеспечивая перемещение
склепанных корпусов по патрону и рогу. Расширительный шток служит для
расширения щек патрона во время формирования продольного шва.
Центральная планка 21 поддерживает бланки во время движения. На ней
лежит прижимная планка 22, установлен щуп 23, связанный с
микропереключателем, останавливающим машину в случае подъема планки при
деформации бланка во время движения.
В передней части машины возле стола заготовок 24 установлена тормозная планка 25, служащая для торможения бланка, выбрасываемого валками из магазина. С правой стороны тормозной планки установлены подпружиненные упоры 26, которые во время отхода основных кареток назад задерживают поданный вперед бланк. Главный нал 6 через шестерню 27 вращает эксцентриковый вал 28 привода молота формующего патрона 30. Шестерня 29 связывает формующую часть с редуктором привода паяльной части машины.
Ударник молота 31 регулируется по высоте клином 32.
Патрон укреплен на вертикальном ползуне 33, перемещающемся в
направляющих арки. Ползун прижимается вверх пружиной 34 и оттягивается
вниз рычагом 35, управляемым кулачком, сидящим на валу 28. Рычаг роликом
36 нажимает па тягу 37 и перемещает ползун вместе с. патроном и рогом
20. Ход ползуна с патроном состав-лист всего 1 мм, что достаточно для
зажима бланка между патроном и поддерживающим кронштейном 38.
Над рогом 20 установлен приемный транспортер 39, который собачками 40
подаст склепанные корпуса в туннель паяльной части
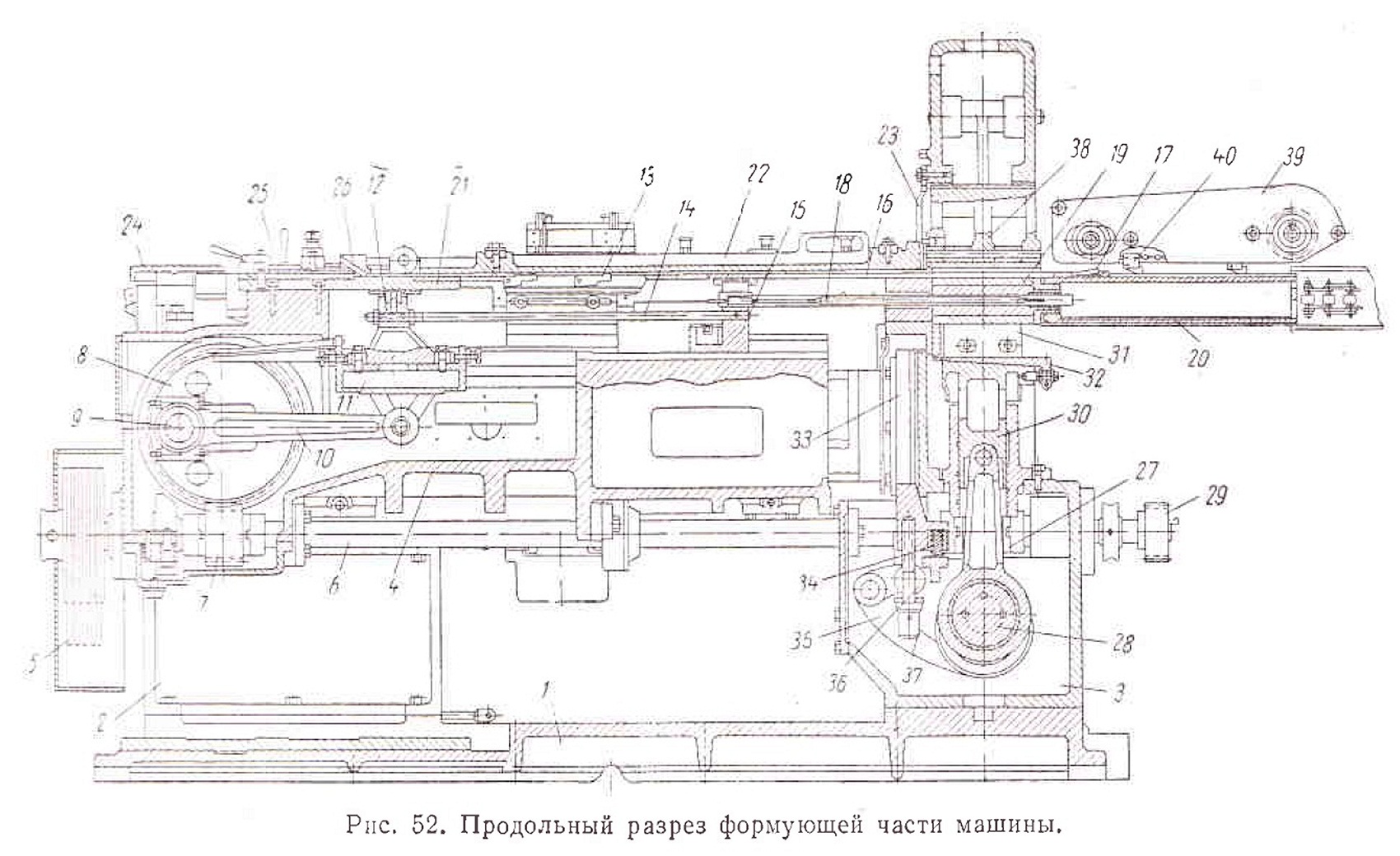
Puc. 52. Продольный разрез формующей части машины

Рис. 51а Корпусообразующая машина.

Рис. 51 б Корпусообразующая машина.
На рис. 53 показан поперечный разрез формующей
части корпусной машины по магазину бланков и коленчатому валу. На
стойках 1 установлен стол формующей части 2. Внутри стола расположен
коленчатый вал 3 с винтовой парой шестерен 4. По бокам коробки стола
установлены правая и левая подвижные станины 5, на которых укреплены все
рабочие органы машины. Коническая пара шестерен 6 обеспечивает привод
механизмов подвижных станин.
Шкив 7 приводит в движение вакуум насос 8. Электродвигатель главного
привода 9 установлен на фундаментной плите.
В пазах подвижных станин установлены две основные подающие каретки 10,
перемещающие бланк вдоль формующей части. Магазин бланков состоит из
двух стоек 11 с направляющими уголками. Собачки 12 служат для
поддержания стоны бланков. 11 а планке 13 установлены гребенки 14,
служащие для поштучной выдачи бланков.
На одной стойке магазина 11 установлены дна палка 15 и 16. Нижний валок
жестко закреплен в столе магазина, а верхний может перемещаться вверх.
Ролики связаны между собой сидящими на их валах шестеренками и вращаются
от электродвигателя 17. Передача от электродвигателя к валку 15
осуществляется с помощью клипового ремня.
На ползуне 18 установлены присосы 19. 11олзун движется вверх и вниз с
помощью эксцентрикового механизма. Трубка 20 соединяет вакуум-насос с
присосами через ползун 18. Золотником, соединяющим присосы с
вакуум-ресивером, является сам ползун 18.
По столу магазина 21 перемещается ползун 22 с толкателем 23, подающий
вынутый из стопы бланк к вал кнопочному механизму.

Рис. 53. Поперечный разрез формующей части машины.
содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..