содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
АВТОМАТИЧЕСКАЯ ЖЕСТЯНО-БАНОЧНАЯ ЛИНИЯ СИМФЕРОПОЛЬСКОГО ЗАВОДА ИМЕНИ КУЙБЫШЕВА ДЛЯ ПРОИЗВОДСТВА КОНСЕРВНЫХ БАНОК
КОРПУСООБРАЗУЮЩАЯ МАШИНА АВТОМАТИЧЕСКОЙ ЖЕСТЯНО-БАНОЧНОЙ (КОНСЕРВНОЙ) ЛИНИИ ЗАВОДА ИМЕНИ КУЙБЫШЕВА - ЧАСТЬ 2
Вид сверху на подвижные станины показам на рис. 54.
Внутри правой и левой подвижных станин 1 установлены распределительные
валы 2 и 3, получающие вращение от коленчатого вала через пару
конических шестерен. Валы имеют эксцентричные шейки для привода
механизма загибки крючков 4. Кроме того, на них установлены
эксцентричные втулки 5 для привода механизма обсечки 6 и надсечки 7
прорезей бланка. На концах валов установлены кулачки, к которым
прикреплены кривошипные диски механизма обжима бланков. На левом валу
установлена звездочка 8 для привода ролика смазки
крючка флоксом. На правой подвижной станине
установлен распределительный вал привода механизмов магазина 9, который
приводит «движение присосы 10 и через рычаг 11—ползун поперечной подачи
12.
Между подвижными станинами расположена центральная прижимная планка 13 и
две боковые планки 14, которые, как и тормозная планка 15, могут
поворачиваться на оси 16.
Механизм надсечки бланка и механизм обсечки углов изображены па рис.
54а. Конструкция и привод обоих механизмов аналогичны,
на исключением профиля ножей и матриц.
Ползун 1 ходит вверх и вниз в направляющих подвижной станины 2. Он
приводится в движение шатуном 3, находящимся на эксцентричной втулке 4,
сидящей на валу 5. На ползуне 1 установлены в держателях 6 вырубные ножи
7. В держателях 8 укреплены матрицы 9.
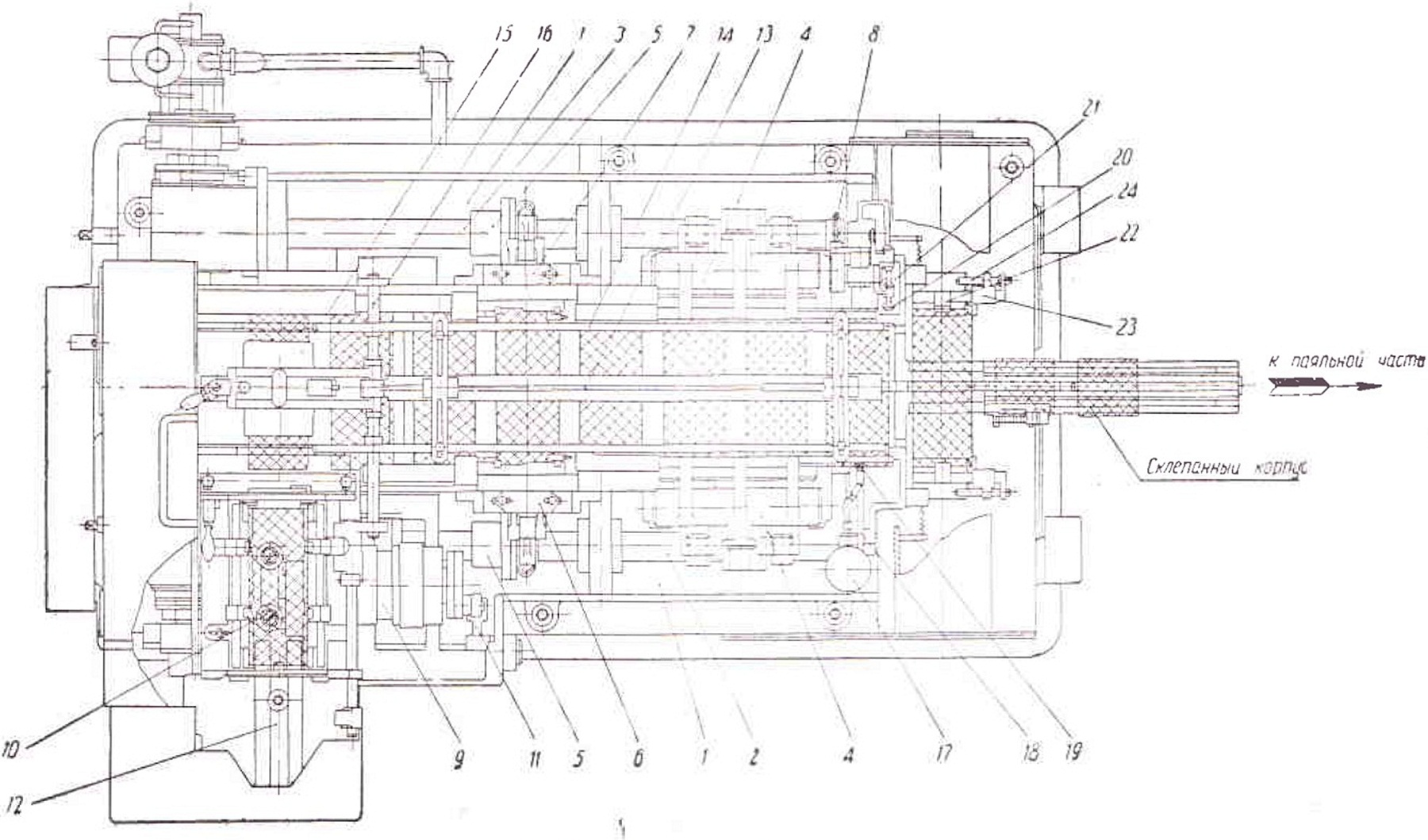
Рис. 54. План формующей части машины.

Рис. 54а. Рабочие узлы формующей части машины: а — механизм надсечки бланка и обсечки углов; б -- механизм загибки крючков.
Вырубленные отходы попадают в сборник,
расположенный под станиной.
На ползуне 1 также держателем 10 кренится центрирующий подпружиненный
палец 11. работающий совместно с подпружиненным упором, закрепленным на
кронштейне 13. Упор 12 свободно пропускает бланк вперед и задерживает
его при движении назад. Палец 11 при опускании ползуна 1 отодвигает
бланк назад до упора 13, центрируя бланк относительно вырубных ножей.
После вырубки углов бланк проходит одну холостую
позицию, а затем подается в механизм загибки крючков. Загибка крючков
производится в две операции: сначала крючок загибается на 90°, а затем
на 135°. Механизм загибки крючков изображен на рис. 54а. Перед загибкой
крючков бланк прижимается губками 1, служащими одновременно гибочной
матрицей. Верхняя губка установлена на рычаге 2, а нижняя губка 3— на
кронштейне 4 подвижной станины.
Рычаг 2 качается на оси 5 под действием подпружиненного штока 6, который
воздействует на рычаг 2 через пружину 7.
Механизм загибки первой операции состоит из рычага 8, качающегося вокруг
оси 9 под воздействием шатуна 10. На рычаге 8 установлены нижняя
гибочная губка 11 и планка 12, центрирующая бланк. При качании рычага 8
губка 11 движется вверх, изгибая кромку бланка на 90 вокруг острия губки
1. Па левом механизме гибочная губка движется в это время вниз, загибая
крючок вокруг губки 3.
Механизм загибки второй операции состоит из рычага 13, качающегося на
оси 14 под воздействием регулируемого по длине шатуна.
На рычаге 13 укреплена губка 15, которая при движении к центру машины
крючок, предварительно согнутый под углом 90°, загибает на 135°.
После загибки крючки смазывают флоксом. Устройство для смазки флоксом
показано на рис. 54. Правое устройство состоит из капельницы 17, трубки
18 и кисточки 19. Флокс из капельницы поступает по трубке в кисточку,
которая смазывает крючок во время прохо-ждения бланка к патрону.
Излишний флокс стекает в ванну. Левое устройство смазывает крючок
вращающимся роликом 20, который через пару конических шестерен и цепную
передачу вращается от вала 3. В процессе смазывания флокс из ванны 21
роликом 20 переносится на крючок бланка.
Далее бланк последними собачками основной каретки устанавливается на
патрон, где бланк поддерживается и центрируется специальным механизмом.
Основными деталями этого механизма являются сухари 22 и упоры 23,
которые регулируются винтом 24. В сухарях имеются прорези для захода
крючков бланка. Корпусной бланк последними подпружиненными собачками
подающем каретки подается до упоров 23, чем фиксируется точное положение
бланка на патроне.
Поперечный разрез машины по арке изображен на рис.
55. На эксцентриковом валу молота 1 сидит винтовая шестерня 2,
зацепляющаяся с шестерней 3 главного вала машины. Шатун 4 соединен
пальцем с молотом 5. Ударник молота 6 регулируется но высоте клипом 7.
Кулачок 8 обеспечивает подъем патрона 9.
Патрон состоит из остова 10, штанги 11, которая раздвигает во время
склепа щеки 12 наковальни 13. В пазу патрона движется каретка 14 с
собачками, перемещающая корпус по патрону и рогу.
Кронштейн 15 является опорой патрона при склепе шва 11а оси 16
смонтированы формующие крылья 17, которые во время склепа охватывают
патрон. К крыльям присоединены подпружиненные тяги 18, закрепленные па
рычагах 19. Рычаги закреплены осями 20 в арке 21.
Привод крыльев осуществляется от кривошипных дисков 22.
Изменением длины шатуна 23 регулируют положение крыльев
относительно друг друга и патрона.
На рис. 56 изображены паяльная ванна и туннель. Паяльная ванна состоит
из основного 1 и загрузочного 2 отделений, снабженных нагревательными
элементами с электроспиралями, трубчатые выводы 3 и 4 которых соединены
с регулирующим устройством. В основном отделении установлено три
нагревателя мощностью 15 квт, а в загрузочном — один нагреватель
мощностью 3 квт. Расплавленный припой из загрузочного отделения в
основное стекает через стенку 5. Теплоизоляция 6 закрыта металлическим
кожухом.
Высоту ванны регулируют штурвалом 7, а в
горизонтальном направлении— винтом 8. Паяльный зал 9 вращается от
основного привода машины через цепную передачу и трехступенчатую коробку
скоростей. В цепной передаче имеются сменные звездочки, что позволяет
иметь па паяльном валу девять скоростей вращения.
Туннель, в котором движутся корпуса банок, состоит из двух половинок 10,
установленных на кронштейнах. В полость туннелей по трубкам 11 подается
вода для охлаждения корпусов. В пазу туннеля движется цепь с собачками
основного транспортера 12. Вторая ветвь цепи движется по направляющему
швеллеру 13.
С помощью термопар 14 в ванне автоматически поддерживается заданная
температура.

Рис. 55. Поперечный разрез формующей части по арке станины.

Рис. 56.. Паяльная ванна и туннель
содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..