содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
АВТОМАТИЧЕСКАЯ ЛИНИЯ ФИРМЫ «НАГЕМА» ДЛЯ ПРОИЗВОДСТВА ЖЕСТЯНЫХ КОНСЕРВНЫХ БАНОК
КОНЦЕВАЯ ЧАСТЬ ЛИНИИ ФИРМЫ «НАГЕМА» ДЛЯ ПРОИЗВОДСТВА ЖЕСТЯНЫХ КОНСЕРВНЫХ БАНОК
ФИГУРНЫЕ НОЖНИЦЫ АВТОМАТИЧЕСКОЙ
ЛИНИИ ФИРМЫ «НАГЕМА» ДЛЯ ПРОИЗВОДСТВА ЖЕСТЯНЫХ КОНСЕРВНЫХ БАНОК
Техническая характеристика фигурных ножниц
Производительность (число ходов в минуту) ..........(М
Максимальный размер листа в мм ....................810 х750
Максимальная толщина жести и мм ..................0,1
Мощность электродвигателя в квт....................1,1
Число оборотов электродвигателя в минуту............1400
Габариты в мм:
длина............................................2680
ширина............................................1925
высота ..........................................2180
Вес машины в кг...................около 2800
Ножницы предназначены для рационального раскроя стандартного листа жести
на фигурные полосы, из которых штампуют концы. Они выполняют дне
основные операции: обрезают кромки листа при помощи дисковых ножей и
окончательно раскраивают обрезанный лист на фигурные полосы с помощью
вырубного инструмента.
На рис. 69 изображен общин вид и кинематическая схема ножниц. На
П-образной массивной чугунной станине 1 установлен электродвигатель 2,
который через редуктор 3 и клиноременную передачу 4 приводит во вращение
маховик 5, свободно насаженный на эксцентриковый вал 6. С помощью двух
шатунов 7 этот вал соединен с ползуном 8, совершающим
возвратно-поступательное движение в вертикальной плоскости. Изменяя
длину шатуном, можно регулировать, нижнее крайнее положение ползуна.
Нижнее основание ползуна тщательно обработало и служит для закрепления
верхней части режущего инструмента (пуансона) 9.
Под ползуном па столе машины неподвижно закреплена нижняя часть режущего
инструмента — матрица 10. Верхняя и нижняя части режущего инструмента
должны быть параллельными. Для обрезки поперечных кромок листа на столе
машины установлены две пары дисковых ножей 11, валы которых соединены
между собой цилиндрическими шестернями. Нижний вал ведущий, он
приводится во вращение от эксцентрикового вала 6 через цепные передачи
12 и 13.
К дисковым ножам лист жести подается упорной планкой 14, совершающей
возвратно-поступательное движение от кривошипного механизма, состоящего
из кривошипного пальца, укрепленного на цилиндрической шестерне 15,
шатуна 16, ломаного рычага 17 и тяги 18. К режущему инструменту лист
жести подается от дисковых ножей реечным транспортером 19, который в
процессе работы совершает возвратно-поступательное движение при помощи
кривошипного пальца 20, насаженного на диск 21, шатуна 22, ломаного
рычага 23 и тяги 24.
Реечный транспортер двухлинейный. Обе линии транспортера имеют упорные
пальцы 25 с пружинами, периодически подающие лист жести в сторону
режущего инструмента на строго определенное расстояние. Параллельно
реечному транспортеру под верхней плоскостью стола неподвижно закреплены
две рейки с фиксаторами 26, обеспечивающие точное положение листа по
отношению к режущему инструменту и момент раскраивания. Обратно к
фиксаторам лист жести подается
двумя парами резиновых роликов 27. Верхняя пара
роликов свободно насажена на валик 28, а нижняя пара является ведущей и
приводится во вращение от вала дискового ножа через цепную передачу и
пару цилиндрических шестерен 29. Верхняя пара роликов приводится во
вращение от нижних роликов и в процессе работы дополнительно совершает
возвратно-поступательное движение в вертикальном направлении. Ролики
поднимаются принудительно от кулачка 30 через тягу
31. Верхние ролики поднимаются в момент подачи листа пальцами 25 к
режущему инструменту.
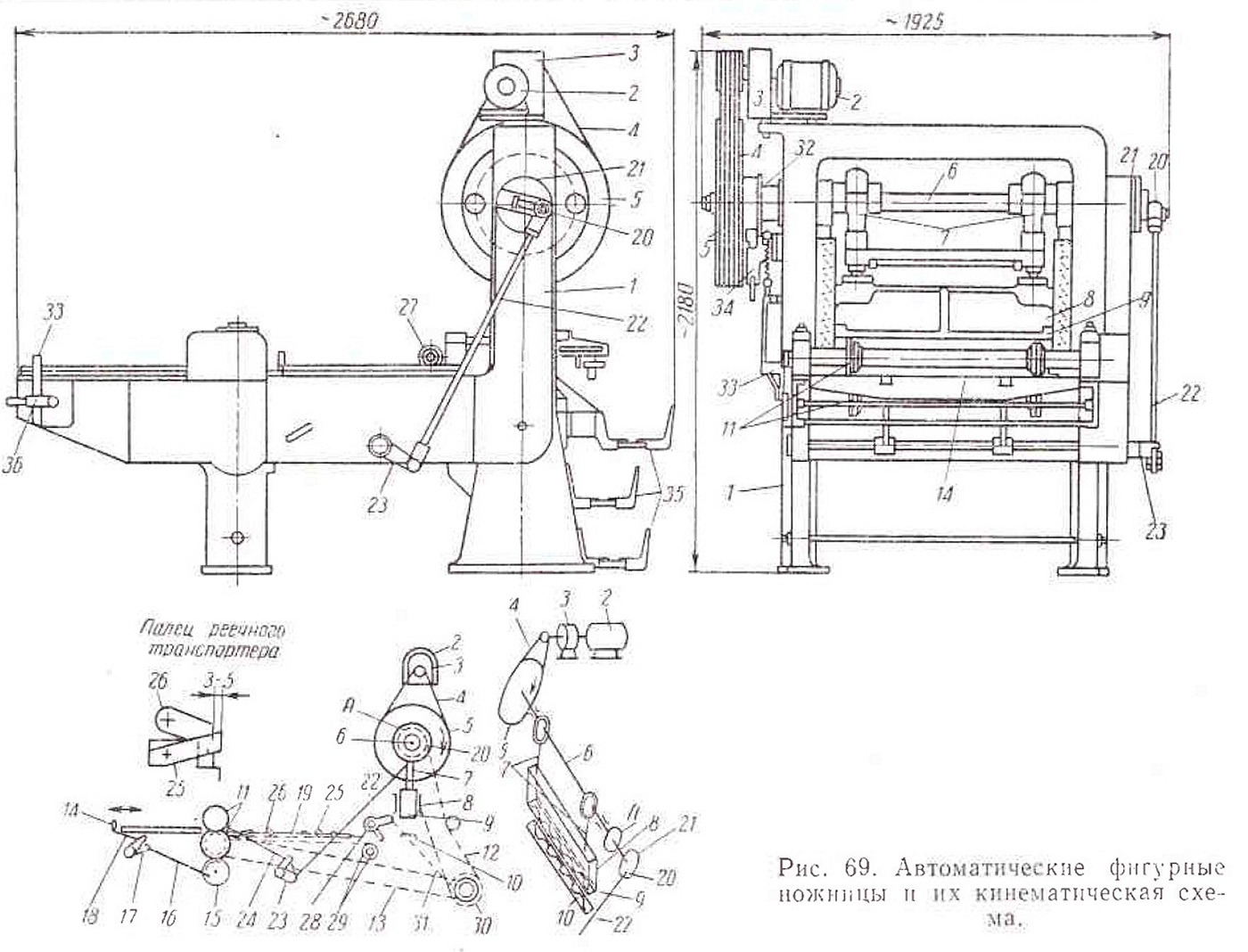
Рис. 69. Автоматические фигурные ножницы и их кинематическая схема.
На эксцентриковом валу закреплена шпоночная муфта
включения
32, связанная через систему тяг с рукояткой включения 33. Около муфты
находится тормозное устройство 34, предотвращающее проворачивание
коленчатого вала после выключения машины. Машина снабжена тремя сборными
магазинами 35 для приема отходов жести и раскроенных полос. Машина может
работать но беспрерывному и по прерывному циклу. При эксплуатации ее но
беспрерывному циклу рукоятка включения в рабочем положении удерживается
рычагом 36.
Работают фигурные ножницы следующим образом.
Электродвигатель приводит во вращение маховик 5.
Поворачивая рукоятку включения 33, отводят качающийся клинношпоноченой
муфты 32. Под действием пружины скользящая шпонка соединяет
эксцентриковый вал с маховиком. Лист жести вручную кладут на приемный
стол машины, фиксируя боковую сторону по направляющей.
Упорная планка 14 при движении вперед захватывает лист жести и подает
его к дисковым ножам 11, которые обрезают узкие полосы с двух сторон
листа по его длине и выносят обрезанный лист на основной стол машины,
где он ложится па реечный транспортер, занимающий в данный момент
крайнее заднее положение.
Придвижении реечного транспортера вперед крайние задние пальцы 25
упираются в лист и выносят его вперед на величину шага подачи, после
чего транспортер возвращается в исходное положение. Пальцы реечного
транспортера закреплены шарнирно. С помощью пружин при обратном ходе они
отжимаются листом жести вниз. После остановки листа верхние ролики
опускаются и плотно прижимают лист к нижним роликам.
Поскольку нижние ролики непрерывно вращаются против направления подачи,
зажатый между роликами лист отталкивается назад до упора в фиксаторы 26.
Вслед за этим пальцы реечного транспортера повторно подают лист жести
вперед до нижней части режущего инструмента. Далее ползун 8 опускается и
инструмент отрезает переднюю кромку листа, которая падает в средний
сборный магазин 35. При еле дующих подачах лист раскраивается на полосы
для концов, которые поступают в верхний магазин 35. Задняя обрезная
кромка листа сбрасывается в нижний магазин 35. Таким образом, лист жести
в процессе раскроя сортируется на два вида отходов и полосы, из которых
штампуют концы.
Так как расстояние от фиксаторов до режущей кромки
инструмента кратно ширине полосы, то все полосы получаются равной
ширины. Верхний режущий инструмент (пуансон) имеет дугообразную форму,
благодаря чему лист разрезается постепенно одновременно с двух сторон.
Это уменьшает усилие резания и предотвращает возможность сдвига листа в
сторону при раскрое.
При регулировке хода ползуна следует исходить из того, чтобы центр
верхнего ножа в крайнем нижнем положении перекрывал нижнее лезвие
рабочего инструмента на 2—3 мм. Фигурные ножницы должны выдавать полосы
одинаковой длины; по ширине допускаются колебания в пределах не более
0,3 мм, при этом полосы должны быть гладко срезаны без загибов и
заусениц. Зазор между режущими кромками верхнего и нижнего ножей следует
устанавливать в пределах 10% от толщины обрабатываемой жести.
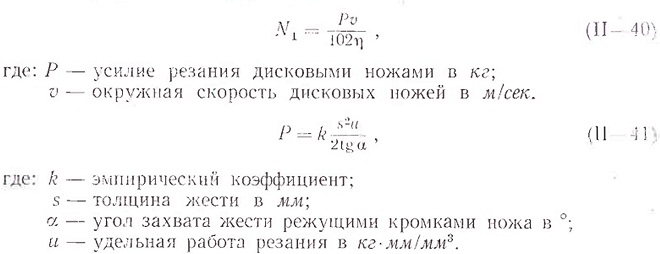
Определение мощности электродвигателя для привода фигурных ножниц
Мощность дли привода фигурных ножниц складывается
из мощности для двух пар дисковых ножей, которые обрезают кромки листа,
мощности для раскроя листа штампом на фигурные полосы и мощности для
преодоления трения движущихся частей машины.
Мощность на валу электродвигателя для привода двух пар дисковых ножей
определяют по формуле:

содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..