содержание .. 10 11 12 13 14 15 ..
ТЕПЛОВОЗЫ ТИПА ТЭ10М. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ДИЗЕЛЬ-ГЕНЕРАТОРА 10Д100
-
Основные положения
Техническое обслуживание дизель-генератора производите в строгом соответствии с настоящей инструкцией. Содержите в постоянной готовности к применению следующие запасные части: форсунки, прокладки форсунок, топливные трубки высокого давления, сальниковую набивку водяных насосов, уплотнительные кольца адаптеров. Устраняйте немедленно все замеченные неисправности, в том числе и самые незначительные, так как любая оставленная неисправность может привести к серьезной аварии. В случае появления ненормальных стуков при работе дизель немедленно остановите. Последующий пуск дизеля производите только после выявления и устранения причин ненормальной работы. При проворачивании вала дизеля генератором для осмотра обязательно предварительно выключите подачу топлива кнопкой аварийной остановки.
ВНИМАНИЕ!
Во избежание возможности пуска и разноса дизеля перед проворачиванием вала убедитесь, что рейки всех топливных насосов находятся в зацеплении с поводками.
Не нарушайте установку упора, ограничивающего наибольшую подачу топлива, и упоров на рейках топливных насосов. Упор наибольшей подачи и рейки опломбированы заводом- изготовителем дизель-генератора. При снятии пломбы на упоре, ограничивающем наибольшую подачу топлива, или на упоре реек топливных насосов завод снимает гарантию с дизель-генератора,
Записывайте в .формуляр дизель-генерагора сведения о каждом случае регулирования тепловоза на реостате, каждом плановом ремонте с указанием всех замененных деталей, каждой аварии или повреждении, дате консервации и расконсервации. Записывайте в формуляр турбокомпрессора сведения о каждом плановом или внеплановом ремонте с указанием состояния осматриваемых деталей турбокомпрессора, замене вышедших из строя деталей или их ремонта, величинах зазоров, контролируемых при ремонтах и осмотрах, перестановках турбокомпрессора на дизелях, первом пуске.
-
Осмотр дизель-генератора
При работающем дизеле:
-
прослушайте работу дизеля и установленных на нем агрегатов (центробежного нагнетателя с приводным редуктором, турбокомпрессоров, водяных и масляных насосов). Посторонний шум и стуки свидетельствуют о ненормальной работе;
-
проверьте плотность соединений масляной, топливной, водяной систем, герметичность крышек и люков, картера, топливных насосов и форсунок, топливного коллектора, регулятора дизеля, масляной и водяной систем турбокомпрессоров, люков отсека вертикальной передачи и отсека управления, РДМ, центробежного фильтра;
-
проверьте плотность выпускной системы и системы наддува осмотром соединений воздухопроводов дизеля, центробежного нагнетателя, воздухоохладителей, выпускных коллекторов и турбокомпрессоров. Выявляйте конкретные места пропуска выпускных газов и воздуха; эти дефекты устраняйте, не применяя чрезмерных усилий и нетипового инструмента;
-
проверяйте работу регулятора частоты вращения плавным набором позиций контроллера. На каждой позиции проработайте не менее 1 мин. Соответствие частоты вращения заданному значению (см. табл. 36) контролируйте по штатному тахометру;
-
поступление масла к подшипникам турбокомпрессоров проверяйте через смотровые стекла маслосборника, слив масла из упорно-опорных
254
подшипников должен быть обильным (по всему сечению сливной трубы), слив, с опорных подшипников — более тонкими струями;
-
выключение левого ряда насосов и пяти насосов правого ряда (срабатывание вентилей В 176 и ВП9) проверяйте на нулевой позиции контроллера. Рейки этих насосов должны быть установлены на нулевой подаче топлива. Проверять можно при неработающем дизеле включением автомата Топливный насос при давлении воздуха в системе автоматики 0,5—0,6 МПа (5—6 кгс/см2);
-
исправность измерительных приборов контролируйте по их показаниям при работе дизеля. После остановки дизеля стрелки манометров (кроме тормозных) должны показывать нуль. Выключением автомата Жалюзи проверьте исправность электротермометров — при повторном включении термометры должны давать нормальные показания.
Тормозные манометры проверьте по падению давления при создании расхода воздуха из тормозной системы. При остановленном дизеле проверьте крепление дизеля к раме тепловоза (обстукиванием гаек легким молотком), крепление фильтров топливной и масляной систем, воздухоочистителей дизеля, топливоподогревателя. Легкость перемещения регулировочных реек на топливных насосах проверьте легким нажатием на торец регулировочной рейки в сторону увеличения подачи топлива. Заедания не допускаются. Одновременно проверьте зацепление пальцев поводков тяг управления с поводковыми втулками, положение реек (на нулевой подаче топлива).
При осмотре кривошипно-шатунного механизма проверьте: крепление коренных и шатунных подшипников обстукиванием гаек легким молотком; положение стыков вкладышей; надежность шплинтовки гаек коренных и шатунных подшипников; герметичность .трубопроводов, подводящих масло к подшипникам. Проверку произведите при работе маслопрокачивающего насоса.
Для внешнего осмотра вертикальной передачи снимите боковые и верхние люки и проверьте:
-
надежность стопорения восьмигранных гаек и крепления стопорных планок;
-
крепление верхних и нижних корпусов к блоку—легким обстукиванием гаек;
-
состояние торсионного вала. При обнаружении трещин вал замените;
-
надежность контровки всех крепежных болтов и гаек;
-
состояние зубьев конических шестерен и шлицевых соединений (величины зазоров приведены в табл. 51);
-
угол опережения нижнего коленчатого вала относительно верхнего. Установите верхний коленчатый вал так, чтобы площадка на щеке правого кривошипа заняла вертикальное положение относительно верхнего листа блока (по специальному приспособлению). Это положение соответствует внутренней мертвой точке первого верхнего поршня.
Проверьте положение метки "ВМТВ1" на делительном диске нижнего коленчатого вала, соответствующее 12-му делению, которое должно установиться против острия указательной стрелки. Если несовпадение стрелки и метки будет более 1°, разберите вертикальную передачу, осмотрите, отремонтируйте или замените изношенные или поврежденные детали. Если в деталях и узлах вертикальной передачи дефектов не обнаружено, то причиной изменения угла опережения является остаточная деформация кручения торсиона. Торсион, получивший остаточную деформацию, не превышающую 1,5° по развалу коленчатых валов, допускается к установке на дизель, если при проверке магнитным дефектоскопом трещин не обнаружено и биение среднего диаметра шлиц при прокрутке в центрах не превышает 0,5 мм.
255
ВНИМАНИЕ!
Поломка или остаточнаядеформация торсиона может быть результатом неправильной эксплуатации дизеля, а именно:
-
работа с двумя заклиненными топливными насосами на 3—6-й позициях контроллера, на которых появляются опасные крутильные колебания;
-
непрокрутка дизеля при остановках, которая может вызвать гидравлический удар • в цилиндре.
При осмотре и очистке от нагара выпускных и продувочных окон втулок цилиндров поршни устанавливайте против окон хромированной частью головки (во избежание повреждения боковой поверхности поршня и поршневых колец). Нагар очищайте скребком, принимая меры предосторожности от попадания частиц нагара в цилиндры. Осмотр поршней, втулок и поршневых колец без разборки дизеля производите через выпускные и продувочные окна, проворачивая коленчатый вал валоповоротным механизмом.
При обнаружении задиров на поршнях и втулке поршень отремонтируйте или замените. На нижних поршнях не допускайте отсутствия кадмиевого или оловянного покрытия на юбке с левой стороны (если смотреть со стороны генератора). На остальных поверхностях юбки допускается отсутствие кадмиевого или оловянного покрытия площадью не более 6 см2. Допускается отсутствие кадмиевого или оловянного покрытия на перемычках поршня между канавками поршневых колец при условии, что поверхность такой перемычки не имеет задиров. При обнаружении задиров, наволакивания металла, износов хромированной поверхности до полной выработки масляных канавок на первом и третьем компрессионных кольцах нижнего поршня кольца замените. При обнаружении задира, наволакивания металла на бронзовую вставку, нечеткой видимости краев бронзовой вставки, ослаблении либо выпадании бронзовой вставки кольца замените. Во всех случаях излома компрессионные кольца подлежат замене.
При разборке цилиндропоршневой группы дизеля на плановом ремонте все поршни (верхние и нижние) выньте с шатунами и произведите их полную разборку. Тщательно очистите от нагара до металлического блеска внутреннюю поверхность днища поршня. Очищайте комбинированным способом — проваркой в ваннах, которая размягчает нагар, после чего нагар снимите обдувкой косточковой крошкой, а на участках, недоступных попаданию крошки, — зачисткой специальными скребками.
После проварки поршня в ванне очистите от нагара канавки поршней под компрессионные кольца, наружную поверхность юбки поршня и перемычки между канавками колец.
ВНИМАНИЕ!
Очистка наружной поверхности юбки поршня и перемычек между канавками колец косточковой крошкой не разрешается.
После очистки и промывки поршней проверьте наливом керосина отсутствие трещин в ручьях компрессионных колец и днище поршня. Осмотрите днища поршней. При наличии сетки разгарных трещин поршни замените. Поршни с поврежденным слоем оловянного покрытия на юбке и третьей перемычке заново покройте гальваническим способом слоем олова толщиной 0,02—0,03 мм и установите на свои места.
Очистите от нагара все поршневые кольца и проверьте их по зазору в замке (требуемые зазоры приведены в табл. 51). Годные хромированные кольца нижних поршней установите в порядке, указанном в табл. 33, годные хромированные кольца верхних поршней оставьте для дальнейшей эксплуатации в первой канавке. Дефектные кольца замените.
256

Рис. 161. Фаски на компрессионных поршневых кольцах
Устанавливайте и снимайте поршневые кольца только специальным приспособлением, обеспечивающим развод замка при надевании кольца на поршень не более 55 мм.
Выступание бронзовой вставки на замененных кольцах должно быть 0,03—0,07 мм. На кольцах с бронзовой вставкой, остающихся для дальнейшей эксплуатации, восстановить фаски на кромках возле замка, как показано на рис. 161. Очистите и обмерьте поршневые пальца и втулки верхних головок шатунов (допускаемые размеры приведены в табл. 51). Детали, имеющие браковочные размеры, замените.
ВНИМАНИЕ!
Соберите поршни и установите их в цилиндры. Детали цилиндровой группы (втулка, поршень, вставка, палец, шатун, вкладыши) установите на то место, где они работали до ремонта, согласно маркировке, имеющейся на этих деталях. При несоблюдении этого требования завод-изготовитель снимает ответственность за работоспособность цилиндропоршневой группы до заводского ремонта.
Узлы поршневой группы при замене комплектуйте в соответствии с данными табл. 34. При комплектовке выполняйте следующие условия: одноименные поршни (т. е. нижние и все верхние) и вставки одноименных поршней должны быть одной группы. Совпадение номера групп поршня и вставки не обязательно; разность масс поршней в сборе со вставками не более 250 г.
При замене поршня или вставки подбирайте для замены вставки и поршни той же массы (по клейму группы). В тех случаях, когда имеющимися деталями невозможно обеспечить выполнение требований комплектовки, допускается их подгонка за счет дообработки вставки или постановки утяжелителей.
После дообработки вставки исправьте на ней клеймо массы в соответствии с фактическими данными. При установке в поршневой палец утяжелителя в формуляре дизеля укажите его массу.
Внешний осмотр цилиндровых втулок проводите с переносной лампочкой, позволяющей освещать зеркало втулки. При наличии незначительных рисок, натиров заполируйте поврежденные места войлочным кругом. Обмерьте цилиндровые втулки без выемки их из блока. Износ на участке от окон до камеры сгорания допускается не более 0,5 мм, овальность — 0,3 мм.
Таблица 33
|
№ кольца, осмотренного на ТР-2 |
Порядок установки хромированных колец на ТР-2 |
|
1-е и 3-е годные |
1 е кольцо установить в 3-ю канавку, а 3-е кольцо — в первую своего же поршня |
|
Только 1-е годное |
1 е кольцо установить в 3-ю канавку, в первую установить новое кольцо |
|
Только 3-е годное |
В 1-ю канавку установить новое кольцо, 3-е кольцо оставить на своем месте |
|
1-е и 3-е негодные |
1-е и 3-е кольца заменить новыми хромированными |
257
Таблица 34
|
Деталь |
Масса, кг |
Группа |
|
Поршень нижний |
19.850—20,080 |
1 |
|
20,090—20,320 |
2 |
|
|
20,330—20,550 |
3 |
|
|
Поршень верхний |
19,450—19,680 |
1 |
|
19,690—19,920 |
2 |
|
|
19,930—20,160 |
3 |
|
|
Вставка поршня |
10,600—10,840 |
1 |
|
10,850—11,100 |
2 |
|
|
11,110—11,350 |
3 |
Примечание. На поршнях и вставках маркируется группа и фактическое значение массы.
Замените цилиндровую втулку при обнаружении повреждения зеркала. При наличии течи воды между втулкой и рубашкой выньте цилиндровую втулку из блока, спрессуйте рубашку, замените резиновое уплотнительное кольцо новым и напрессуйте рубашку на свою же втулку, при этом проверьте геометрические размеры по зеркалу втулки, после чего установите втулку на свое место в блоке.
Суммарный зазор «на масло» по коренным вкладышам верхнего и нижнего вала проверяйте щупом. Суммарный зазор должен быть в пределах, указанных в табл. 51, при этом:
-
между опорами нижнего коленчатого вала и крышечными вкладышами допускается зазор не более 0,05 мм; для 8, 9, 10-й опор увеличение зазора между шейкой вала и крышечным вкладышем допускается не более 0,05 мм от величины, записанной в формуляре дизеля;
-
для всех опор верхнего коленчатого вала разность зазоров между шейками вала и крышечными вкладышами не должна превышать 0,1 мм.
При снятии шатунных и коренных вкладышей с дизеля замерьте их толщину. Вкладыши с износом более 0,25 мм замените. Вкладыши, имеющие повреждения, не выходящие на торцы, площадью не более 10 см2, оставьте для дальнейшей эксплуатации при условии локализации дефектных мест путем расчистки до здорового металла и облагораживания кромок гладилкой'. Вкладыши, имеющие повреждения баббитового слоя площадью более 10 см2, замените. Одновременную выемку вкладышей коренных подшипников производите не более чем на шести не смежных между собой опорах. Очистите масляные каналы в подшипниках и их крышках. При сборке все шплинты на коренных и шатунных подшипниках замените новыми.
ВНИМАНИЕ!
Установка бесканавочных вкладышей, предназначенных для нижнего коленчатого вала (без масляной канавки на тыльной стороне), в крышки подшипников верхнего коленчатого вала не допускается. Вкладыши, предназначенные для верхнего коленчатого вала, допускается устанавливать в крышки нижнего коленчатого вала.
Топливные насосы проверьте на равномерность выхода реек (регулируйте при неработающем дизеле и выдвинутых на упор тягах реек топливных насосов). Разница по зазорам между хомутиками на рейках и торцами корпусов не должна превышать 0,3 мм для всех топливных насосов.
При ремонте устанавливайте на дизель топливные насосы только одной группы.
Соблюдайте следующий порядок группировки насосов по подаче:
|
Группа насосов |
Подача, г |
|
1 .......... ... |
от 70 до 80 |
|
2. . .. ......... |
от 81 до 90 |
|
3. . .. . ........ |
от 91 до 105 |
Если при проверке фактическая подача отличается от требуемой для данной группы не более чем на 3 г, номер группы, набитый на насосе, оставьте неизменным. Если фактическая подача отличается более чем на З г, насосы от-
258
Таблица 35
|
Положение плунжера |
Номера цилиндров при повороте ведущего диска муфты, град |
|||||||||
|
31 |
67 |
103 |
139 |
175 |
211 |
247 |
283 |
319 |
35 |
|
|
Нижнее |
1 |
6 |
10 |
2 |
4 |
9 |
5 |
3 |
7 |
8 |
|
За 36° до нижнего положения |
6 |
10 |
2 |
4 |
9 |
5 |
3 |
7 |
8 |
1 |
Примечание. Допуск на установку ±2 деления.
несите к соответствующей группе, при этом перебейте клейма на корпусе насоса.
При установке топливных насосов проверьте легкость хода рейки после затяжки гаек крепления насоса и болтов топливного коллектора в положениях плунжера, указанных в табл. 35. Для этого установите нижний коленчатый вал по ходу вращения так, чтобы для насосов проверяемого цилиндра указательная стрелка совпала с делениями на ведущем диске муфты, приведенными в табл. 35.
Тугой ход рейки не допускается. При обнаружении тугого хода рейки повторно закрепите (затяните) насос и коллектор. В случае неустранения тугого перемещения рейки замените насос.
При проведении планового ремонта воздухоохладители с дизеля снимите. Очистите и промойте наружные поверхности охлаждающих трубок. Опрессуйте воздушную полость водой давлением 0,25 МПа (2,5 кгс/см2) при снятых крышках. Течь по развальцовке устраните довальцовкой трубок в несколько проходов.
Калибрующие диаметры вальцовок— 10,7; 10,8; 10,9; 11 мм. После каждого прохода спрессуйте, при устранении течи дальнейшую довальцовку не производите. В случае невозможности устранения течи довальцовкой, а также при течи по трещине трубку заглушите с двух сторон. На одном воздухоохладителе разрешается заглушать не более 20 трубок.
Работу форсунки проверяйте на стенде в депо, для чего снимите форсунку с дизеля:
-
отсоедините нагнетательную трубку высокого давления и трубку отвода просочившегося топлива. Концы трубок, а также штуцера топливного насоса и форсунки оберните чистой бумагой и обвяжите;
-
отверните гайки крепления форсунки, снимите нажимной .фланец крепления форсунки и вытолкните форсунку из переходника.
Убедитесь в том, что прокладка, уплотняющая форсунку, из переходника вышла с форсункой.
Установите форсунку на стенд. Проверьте затяжку пружины форсунки по манометру ручного насоса. Форсунки, у которых давление начала впрыска, не ниже 20,5 МПа (205 кгс/см2), устанавливайте на дизель без подрегулировки. Форсунки с давлением начала впрыска ниже20,5МПа (205 кгс/см2) подрегулируйте до давления (21,0 +0,9) МПа [ (210 + 9) кгс/см3]. Форсунки, у которых давление начала впрыска упало ниже 19,0 МПа (190 кгс/см2), разберите и отремонтируйте.
Проверьте качество распыла топлива. При равномерном качании рычага насоса со скоростью 40—60 качаний в 1 мин распыл топлива должен удовлетворять следующим требованиям:
-
топливо должно выходить туманообразно, а не спадающими вниз струйками (усами); 259
-
впрыск топлива четкий и сопровождающийся резким звуком;
-
на сопловом наконечнике не должно быть спадающих капель топлива. При засорении распиливающего отверстия прочистите его специальной иглой без разборки форсунки с обязательной повторной проверкой качества распыла на ручном насосе. При удовлетворительных результатах испытания установите форсунку на дизель без разборки. Форсунки при установке на Дизель закрепляйте в адаптерах цилиндров строго в определенном порядке для того, чтобы их .штуцера подвода топлива были направлены вниз без отклонений от вертикали. Закрепите форсунку с помощью нажимного фланца, фланец нажимными выступами установите к фланцу корпуса форсунки. Для указанного крепления применяются форсунки с увеличенной шириной фланца на корпусе (в месте нажатия выступами нажимного фланца опорная поверхность шириной 4 мм).
Окончательно гайки крепления форсунки затягивайте ключом (плечо не более 200 мм) на 2,5—3,5 грани за 5—7 приемов равномерно и поочередно для обеих гаек по 1/2 грани за прием. Трубку высокого давления устанавливайте после окончательной затяжки гаек крепления форсунки на цилиндре. При этом не допускайте их перегибов и установки ниппеля трубки под углом к оси штуцера.
-
Контроль затяжки гаек коренных подшипников
Расшплинтуйте верхние гайки и отпустите, после чего заверните до упора ключом с длиной рукоятки 200—300 мм. Проверьте положение меток на гайке относительно болтов и шпилек. Метки на гайках не должны доходить до меток на шпильках и болтах на 1,5—2 грани. Если метки на гайках находятся на расстоянии менее 1,5 грани от меток на шпильках или болтах, снимите метки на гайках и затяните их вновь. Перезатяжку проводите в 3—4 приема на 24:1/4 грани от упора поочередно для обеих шпилек (или болтов) специальным ключом. После затяжки гайки зашплинтуйте. Шплинт устанавливайте длинным концом к гайке до полного входа головки шплинта в прорезь гайки. Концы шплинта разведите на 40— 50°, качание шплинта не допускается. При несовпадении отверстия под шплинт разрешается гайку только дотягивать. Нанесите новые метки, совпадающие с метками на торцах шпилек или болтов.
-
Замена масла в регуляторе
Сразу же после остановки дизеля слейте отработанное масло из регулятора через сливное отверстие в нижнем корпусе и залейте через имеющуюся в колпаке масленку дизельное топливо до нормального уровня. Пустите дизель на 3—5 мин и остановите его. Слейте дизельное топливо и залейте свежее фильтрованное масло. Вновь пустите дизель на 3—5 мин, остановите его и слейте масло из регулятора. Залейте в последний раз свежее масло и пустите дизель. Отрегулируйте иглу обратной связи, как указано в пункте 5.5.
-
Регулировка иглы обратной связи
При минимальной частоте вращения холостого хода на прогретом дизеле отрегулируйте иглу следующим образом. Отверните иглу на 2—3 оборота от закрытого положения и дайте дизелю проработать в течение 2—3 мин для удаления воздуха из каналов регулятора (при этом дизель будет работать неус-
260
тоичиво); постепенно заворачивайте иглу до прекращения неустойчивой работы дизеля. Для повышения быстродействия регулятора открытие иглы должно быть возможно большим. Малое открытие вызывает замедленное действие регулятора, затрудняя пуск и удлиняя время перехода с одного режима на другой. Очень большое открытие иглы вызывает неустойчивую работу дизеля на холостом ходу. Обычно игла отвернута приблизительно на один оборот от закрытого положения.
-
Настройка частоты вращения вала дизеля
Частоту вращения вала дизеля настраивайте электромагнитами МР1, МР2, МРЗ, МР4
системы электрогидравлического управления регулятора скорости.
Перед настройкой частоты вращения отрегулируйте ход якорей электромагнитов (см. рис.
27) МР1, МР2, МРЗ, который должен быть ориентировочно 2,5 мм; регулировку производите пробками электромагнитов, отворачиванием их от положения упора примерно на 2,5 оборота. Ход якоря электромагнита МР4, который должен быть 0,35 мм, регулируйте отворачиванием его пробки на 10 делений от положения упора. После регулировки хода якорей пробки законтрите. На работающем дизеле .или стенде для настройки регуляторов рукоятку контроллера установите в 14-ю позицию, при которой включены все электромагниты. Поворотом гайки 32 установите частоту вращения вала дизеля 13,66 с-1 (820 об/мин—см. табл. 36).
При повороте гайки 32 против часовой стрелки частота вращения вала двигателя увеличивается, и наоборот. Поворот гайки 32'на одну грань соответствует изменению частоты вращения вала приблизительно на 0,13 с~1 (8 об/мин). После регулировки гайку 32 законтрите.
Установите 15-ю позицию контроллера, при этом включены электромагниты МР1, МР2, МРЗ. Поворотом пробки электромагнита МР4 установите частоту вращения вала дизеля 14,17 с-1 (850 об/мин). Поворот пробки на одно деление изменяет частоту вращения вала приблизительно на 0,5 с-1 (3 об/мин). Установите 12-ю позицию контроллера, при этом включены электромагниты
Таблица 36
Показатели
Позиции рукоятки контроллера
1
2
3
4
5
6
7
8
Включен электромагнит
—
1—4
1
2—4
2
1—2—4
1-2
3-4
Частота вращения вала дизеля, с-1 (об/мин)
6,67±0,33
(400±20)
Не контролируется
9,33±0,17
(560±10)
Не контролируется
Включен электромагнит
3
1—3—4
1-3
2—3—4
2—3
1—2—3—
4
1-2-3
Частота вращения вала дизеля, с-1 (об/мин)
Не контролируе тся
11,5±0,17
(690±10)
12,5±0,17
(755±10)
13,66±0,17
(820±10)
14,17±0,17
(850±10)
Примечания. 1. При наборе позиций должен обеспечиваться прирост оборотов не менее 10 и не более 50
об/мин при переходе с позиции на позицию.
-
Для контроля прироста оборотов следует учитывать фактическую частоту вращения на всех позициях.
-
Контроль и настройку производите на прогретом регуляторе.
261
МР2, МРЗ, МР4. Поворотом пробки электромагнита МР /установите частоту вращения вала 12,5 с-1 (755 об/мин). Установите 10-ю позицию контроллера, при этом включены электромагниты МР1, МРЗ, МР4. Поворотом пробки электромагнита МР2 установите частоту вращения вала 11,5 с-1 (690 об/мин). Установите 6-ю позицию контроллера, при этом включены электромагниты МР1, МР2, МР4. Поворотом пробки электромагнита МРЗ установите частоту вращения вала дизеля 9,33 с-1 (560 об/мин). Поворот пробок электромагнитов МР!, МР2, МРЗ по часовой стрелке увеличивает частоту вращения вала дизеля, и наоборот. Поворот пробки электромагнита МР4 по часовой стрелке уменьшает частоту вращения вала дизеля. На нулевой позиции контроллера все электромагниты выключены. Частота вращения вала дизеля должна быть 6,67 с-1 (400 об/мин). При этом подведите упор минимальной частоты вращения к поршню и законтрите.
Порядок работы электромагнитов МР1, МР2, МРЗ, МР4 и частота вращения вала дизеля при различных позициях контроллера представлены в табл. 36.
-
-
Регулировка системы регулирования нагрузки
Регулировку системы проводите на стенде для регулировки регуляторов (с замкнутой системой регулирования нагрузки). Стенд должен быть оборудован подводом воздуха под давлением от 0 до 0,15 МПа (1,5 кгс/см2). Перед регулировкой проверьте, чтобы системы регулирования нагрузки была включена (отключено выключающее устройство), иглы 67 обратной связи (см. рис. 27) отвернуты на 2,5 оборота от положения упора и к датчику давления коллектора подведен воздух под давлением 0,15 МПа (1,5 кгс/см2).

Рис. 162, Регулировка корректоров ограничения нагрузки и подачи топлива по давлению наддува:
1—болт; 3 эксцентрик; 3 — золотник нагрузки; 4 - шток; 5, 8 — гайки; 6, 7, 10, 11, 17— винты регулировочные:
9 поршень датчика: 12—кулачок; 13 — палец: 14 тяга: 15. 20 — рычаги: 16 — ролик; 18 — струна: 19 -
траверса
Замерьте размер д (рис. 162) на остановленном регуляторе. Установите 15-ю позицию контроллера (без нагрузки) и вновь замерьте размер б. Разность размеров должна составлять. (21±0,2) мм. При этом якорь индуктивного датчика не должен подходить к упорам ближе, чем на 10—15 мм. При необходимости датчик отрегулируйте, для чего отпустите контргайку 5 и вращением штока 4 установите необходимый выход штока силового сервомотора. В случае если запас резьбы винта 6 окажется недостаточным (винт полностью ввернут или вывернут), установите винт в среднее положение и сместите золотник ^поворотом эксцентрика 2 на 1—2 деления так, чтобы золотник поднялся или опустился. Перед поворотом эксцентрика опустите его болт и после поворота затяните. После установки эксцентрика в новое положение (грубая регулировка) подрегулируйте штоком 4, как указано;
262
^ Установите 6-ю позицию контроллера и замерьте размер д. Разность размеров на остановленном регуляторе и на 6-й позиции должна составлять (11±0,2) мм. При этом якорь индуктивного датчика не должен подходить к упорам ближе чем на 10—15 мм. При необходимости регулировки измените точку подвеса золотника 3 вращением винта 7. Для уменьшения выхода штока сместите точку подвеса золотника в сторону сервомотора
управления, для увеличения выхода штока—в сторону силового сервомотора.
-
Регулировка корректоров по давлению наддувочного воздуха
Регулировка датчика давления
Регулировку датчика давления проводите на стенде для регулировки регуляторов с замкнутой системой регулирования нагрузки. Стенд должен быть оборудован подводом воздуха под давлением от 0 до (0,15—0,2) МПа [ (1,5—2) кгс/см2)]. Ход поршня 21 (см. рис.
-
при изменении давления подводимого воздуха от 0,02 до 0,13 МПа (от 0,2 кгс/см2 до 1,3 кгс/см2) должен быть не менее 18 мм. Поршень должен начинать двигаться при давлении, равном 0,02 МПа (0,2 кгс/см2). Регулировку произведите винтом 28. При заворачивании винта минимальное давление воздуха, при котором начинает двигаться поршень 21, уменьшается, при отворачивания — увеличивается.
Регулировка корректора нагрузки
На 15-й позиции контроллера при давлении подводимого воздуха 0,105 МПа (1,05 кгс/см2) винт 11 (см. рис. 162) введите в контакт с опорой поршня ^ датчика давления и заворачивайте дальше до появления зазора между тягой 14 и роликом 16 не более 0,2 мм. Определите этот же зазор на 6-й позиции контроллера при давлении подводимого воздуха 0,025 МПа (0,25 кгс/см2), он должен быть не более 0,2 мм. Если зазор более 0,2 мм, переместите палец 13 в пазу рычага 15 в сторону серводвигателя управления; если зазор отсутствует, переместите палец в сторону силового серводвигателя. После этого установите 15-ю позицию контроллера и повторите регулировку.
Примечание. При настройке корректора нагрузки корректор подачи топлива должен быть включен, для чего выверните винт 17 из траверсы 19.
Регулировка корректора подачи топлива
При неработающем стенде вращения струны 18 (см. рис. 162) дно паза траверсы 19 введите в контакт с рычагом 20, поворотом струны на 1—2 оборота поднимите траверсу, при этом зазор з должен быть не менее 0,2 мм. При отсутствии зазора установите его вращением струны 18. На 15-й позиции контроллера при давлении подводимого воздуха 0,105 МПа (1,05 кгс/см2) и на 6-й позиции при давлении 0,025 МПа (0,25 кгс/см2) замерьте размер в. Размеры г и в должны быть одинаковыми. При различии этих размеров более чем на 0,3 мм измените угол развала кулачка 12 винтом 10.
Если размер в на .6-й Позиции меньше, чем на 15-й, уменьшите угол развала кулачка 12 вывинчиванием винта 10, и наоборот. Установите 15-ю позицию контроллера и вновь проверьте размер в. После получения одинаковых размеров в на 15-й и 6-й позициях заверните винт 17 до контакта с рычагом 20,
отверните его на у оборота и законтрите.
263
После окончания всех настроек и регулировок снимите и промойте фильтр 10 с клапаном (см. рис. 29) и фильтр 79 (см. рис. 27), отверните пробку 81 и слейте отстой. После чего установите фильтры и пробку. Проверьте уровень масла в регуляторе.
-
-
Регулировка электромагнита стоп-устройства
При остановленном дизеле снимите фишку штепсельного разъема электромагнита ЭТ- 54Б, расконтрите пробку электромагнита и вверните ее до упора в якорь электромагнита, пустите дизель, постепенно отворачивайте пробку до тех пор, пока дизель не остановится, после чего ее законтрите; установите фишку штепсельного разъема и пустите дизель. Если дизель не пускается (шток сервомотора регулятора не перемещается на увеличение подачи топлива), то расконтрите пробку и заворачивайте ее до обеспечения пуска дизеля. После этого вновь проверьте остановку дизеля.
-
Замена манжет регулятора
При необходимости добавления масла в регулятор чаще одного раза в сутки замените манжету вала привода регулятора, для чего:
-
снимите регулятор с дизеля, предварительно отвернув пробку и слив масло из регулятора;
-
отверните болты крепления буксы манжеты и выньте из корпуса валик с подшипником в сборе;
-
снимите пружинное кольцо, спрессуйте подшипник с вала привода и снимите буксу с манжетой.
После замены манжеты соберите вал привода в обратном порядке. Болты крепления буксы манжеты обвяжите проволокой. Утечка масла из регулятора возможна не только через манжету привода регулятора, но и через пусковой серводвигатель, поэтому до замены манжеты проверьте исправность пускового серводвигателя.
Замена манжеты штока серводвигателя регулятора
Для замены манжет штока сервомотора выбейте конический штифт и отверните серьгу со штока; снимите стопорное кольцо и выньте манжеты. При монтаже манжет на шток сервомотора во избежание повреждения манжет применяйте защитный наконечник. Обратите внимание на правильность установки манжетодержателей.
Замена манжеты индуктивного датчика
Для замены манжеты отверните винты крепления индуктивного датчика и снимите его; отверните винты крепления крышки к корпусу и снимите; снимите стопорное кольцо, манжетодержатель и замените манжету. После замены манжеты соберите в обратном порядке.
264
-
Замена электромагнита механизма управления частотой вращения
В случае необходимости замены электромагнита ЭТ-52Б снимите плиту 38 (см. рис. 27) в сборе с электромагнитами; отпаяйте провода от электромагнита;
отверните в плите стопорный винт, выверните электромагнит из плиты; вверните новый электромагнит до упора, застопорите его винтом и припаяйте провода. Проверьте выход штока электромагнита по размеру (25,5±0,1) мм от опорной плоскости плиты до наружного торца штока при ввернутой пробке электромагнита и выбранном в сторону якоря люфте штока. (Допускается зачистка торца штока.) После замены электромагнита проверьте частоту вращения вала дизеля, в случае необходимости отрегулируйте, как указано выше.
-
Разборка и сборка узлов дизеля
Общие положения
Снятие с дизеля отдельных узлов деталей, а также их разборку произведите при строгом соблюдении соответствующих технических требований. При разборке и сборке пользуйтесь исправным стандартным и специальным слесарным и измерительным инструментом и приспособлениями. Перед снятием детали проверьте наличие заводских меток, гарантирующих правильную установку детали во время сборки. Маркируйте детали и узлы, устанавливаемые взамен забракованных.
После разборки детали и узлы тщательно очистите от коррозии, нагара, грязи и масла, промойте и просушите их. Разборку, ремонт и сборку топливной аппаратуры, регулятора производите в специально оборудованном помещении. Детали и узлы, снятые с дизеля, тщательно осмотрите и проверьте для определения их состояния. Результаты проверок и обмеров записывайте в ремонтную ведомость.
Соединение сопрягаемых деталей отдельных узлов, имеющих подвижные посадки, производите свободно, без заеданий, а имеющих неподвижные посадки— с приложением усилия, которое установлено для данного вида посадки. Зазоры в соединениях сопрягаемых деталей выдерживайте в соответствии с допускаемыми нормами.
Перед общей разборкой дизеля в объеме, предусмотренном ТР-2, проверьте: угол развала коленчатых валов; зазоры на «масло» по коренным подшипникам нижнего коленчатого вала; линейное сжатие по всем цилиндрам.
Демонтаж вкладышей коренных подшипников нижнего коленчатого вала
Снимите боковые крышки блока. Отверните специальным ключом гайки болтов крепления крышек подшипников, снимите болты, наверните гайки на соответствующие болты и уложите их на стеллаж. Снимите крышку подшипника вместе с нижним вкладышем. Выньте из постели верхний вкладыш, для чего вставьте соответствующий штифт для опорного или упорного подшипника в сверление шейки коленчатого вала (рис. 163) и, провертывая вал, «выведите» вкладыш. Выемку вкладышей коренных подшипников производите одновременно не более чем на шести не смежных между собой опорах.
265
Демонтаж вкладышей коренных подшипников верхнего коленчатого вала
Снимите верхнюю крышку блока. Заложите ломик в отверстие на верхнем конце шпильки верхнего коренного подшипника для предупреждения проворачивания шпильки, после чего отверните верхние гайки специальным ключом. Снимите крышку подшипника вместе с верхним вкладышем и выведите из постели нижний вкладыш так, как это указано для нижнего коленчатого вала.
Установка вкладышей
Протрите постель вкладыша. Смажьте шейку вала тонким слоем дизельного масла. Установите штифт в отверстие шейки вала. Проверните вал в положение, при котором головка штифта скроется в зазор между постелью вкладыша и шейкой вала. Протяните под шейкой нижнего вала или над шейкой верхнего вала хлопчатобумажный трос, закрепив его концы так, чтобы, натягивая трос, можно было прижать вкладыш к шейке вала. Проверьте соответствие вкладыша его клейму, обозначающему место установки. Смажьте вкладыш тонким слоем дизельного масла по внутренней поверхности. Приложите вкладыш к шейке вала и прижмите тросом. Проворачивая вал, заведите вкладыш в постель блока. Снимите трос и выньте штифт. Установите крышку подшипника вместе с вкладышем в соответствии с клеймами. Установите болты (для нижнего вала) или шпильки (для верхнего вала) крепления коренных подшипников.
ВНИМАНИЕ!
Болты, шпильки и гайки крепления крышек коренных подшипников не взаимозаменяемы. Поэтому их необходимо устанавливать только на свои места согласно клеймам.
Затяните гайки крепления коренных подшипников:
-
затяжка без замены шпилек. Смажьте резьбу касторовым маслом. Заверните гайки до упора ключом с длиной рукоятки 250—300 мм. Затяните гай-

Рис. 163. Выемка вкладышей коренных подшипников:
1,4— планки; 2, 3 — штифты
266
к II окончательно в 3—4 приема, производя затяжку поочередно для обеих гаек подшипника. Гайки затягивайте до совпадения меток, нанесенных керном на торцах гаек, шпилек и болтов. Если какая-либо гайка затянута больше, чем это предусмотрено кернением, отверните обе гайки и вновь их. Затяните до совпадения меток. Зашплинтуйте гайки, шплинты должны сидеть плотно, без качки;
-
затяжка при замене шпилек или болтов. На подшипнике замените обе шпильки (или болта) комплектно с гайками; Установите крышку на блок без вкладышей. Смажьте резьбу касторовым маслом. Заверните гайки до упора ключом с длиной рукоятки 250—300 мм.
На шпильках верхних опор предварительно (до затяжки верхних гаек) заверните нижние гайки, зашплинтуйте их, накерните совпадающие метки на торцах гаек и шпилек, заложите в отверстие на верхнем конце шпильки; ломик, фиксирующий шпильку от проворачивания при затяжке верхних гаек.
Убедитесь в отсутствии зазора между торцами постели блока с крышкой. Пластинка щупа толщиной 0,03 мм не должна заходить. Отпустите гайки, затем затяните их ключом с длиной рукоятки 100 мм. Убедитесь в отсутствии зазора между торцами гаек и опорными поверхностями для нижних гаек верхних опор и между торцами головок болтов и опорными поверхностями 'крышек (для нижних опор). Пластинка щупа толщиной 0,03мм не должна заходить. В место соединения этих деталей.
Проверьте прилегание по краске торцов гаек к опорным поверхностям (для верхних гаек верхних опор и гаек нижних опор). Оно должно быть непрерывным по окружности шириной не менее 5 мм. Допускается не более двух разрывов длиной по 5 мм каждый.
Затяните все гайки до упора, принимая за упор резкое изменение усилия одного человека при затяжке гаек ключом с длиной рукоятки 250-3001мм, Нанесите карандашом совпадающие метки на торцах гаек и болтов нижних опор или на верхних гайках и шпильках верхних опор. Затяните гайки в 3—-4 приема на 2±1/4 грани от упора [вращающий момент затяжки 820-1040 Н.м (82— 104 кгс-м)], затягивая .поочередно обе шпильки (или болты) специальным ключом. Отпустите гайки, снимите карандашные метки и повторите затяжку, как указано в трех предыдущих пунктах.
ВНИМАНИЕ!
Во всех случаях при затяжке гаек верхних опор удерживать от проворота за нижнюю гайку запрещается.
Вставьте шплинты. При несовпадении отверстия под шплинт гайку доверните (но не отпускайте). Нанесите совпадающие метки керном на торцах шпилек (или болтов) и гаек. Отверните гайки и нанесите клейма на гайках, болтах, или шпильках в соответствии с клеймом на замененных деталях.
Установите вкладыш и затяните гайки (см. Затяжка гаек крепления коренных подшипников). Если при переборке подчищали опорные поверхности гаек, болтов или крышек подшипников (в местах опоры гаек), то снимите на гайках, шпильках или болтах Старые метки (кернение) и произведите затяжку гаек в таком же порядке, как для вновь устанавливаемых шпилек или болтов. На стыковых поверхностях зажатых в постелях вкладышей, а также между вкладышами и постелью пластинка щупа толщиной 0,03 мм не должна заходить. В случае установки новых крышечных вкладышей проверьте прилегание опорных поверхностей вкладышей по краске (равномерно не менее 70% поверхности).
Суммарный диаметральный зазор на масло должен быть в пределах, указанных в таблице зазоров. Зазоры между вкладышами и шейками валов на расстоя-
267
нии 12 мм от стыков вкладышей должны быть 0,12—0,25 мм. Допускается подшабровка баббитовой поверхности вкладышей на участках длиной до 50 мм от плоскости разъема.
В нижней части между крышечными вкладышами и шейками 1,2,3,4,5,6 и 7-й опор нижнего коленчатого вала щуп 0,05 мм не должен заходить на глубину более 10 мм. Для подшипников 8, 9, 10 и 11-й опор нижнего коленчатого вала при подсоединенном генераторе в нижней части между шейками вала и вкладышами допускается зазор. При переукладке нижнего коленчатого вала обязательно отсоедините генератор. В этом случае щуп толщиной 0,05 мм не должен заходить под шейки 8, 9, 10 и 11-й коренных опор.
Для любых опор верхнего коленчатого вала разность зазоров между шейкой вала и крышечным вкладышем по сравнению с соседними опорами не должна превышать 0,1 мм. Осевой зазор коленчатого вала (в упорном подшипнике) должен соответствовать таблице зазоров.
При замене вкладыша 12-й опоры нижнего коленчатого вала проверьте центровку генератора с дизелем. Во всех случаях замены единичных вкладышей нижнего коленчатого вала отсоединение генератора от дизеля не требуется.
Демонтаж шатунных вкладышей верхнего коленчатого вала. Снимите верхнюю крышку блока. Установите соответствующий кривошип во внешнюю мертвую точку, укрепите на шатуне трос. Удерживая шатун тросом, отверните гайки шатунных болтов специальным ключом, снимите крышку шатуна вместе с вкладышем. Удалите шатунные болты и, навернув на них гайки, уложите на стеллаже. Снимите вкладыш с крышки. Установите на верхнем торце втулки цилиндров специальную опору и опустите шатун с поршнем в цилиндр до упора торца головки шатуна в опору. Снимите вкладыш, установленный в шатуне.

Рис. 164. Выемка нижнего поршня:
1 — шатун; 2 — крюк; 3 — трос; 4 — шатунная шейка коленчатого вала; 5 — поршень; 6 — хомут для заводки поршневых колец; 7 - лебедка; в—трос; 9 — опорный брус
Демонтаж шатунных вкладышей нижнего коленчатого вала. Снимите боковые крышки блока. Установите соответствующий кривошип во внутреннюю мертвую точку. Отверните гайки шатунных болтов и снимите крышку шатуна вместе с вкладышем. Шатунные болты удалите и, навернув гайки, уложите на стеллаже, снимите вкладыш с крышки. Установите в болтовых отверстиях головки шатуна специальные крюки, к
которым присоедините тросы двух специальных лебедок, установленных на блоке (рис. 164). Удерживая шатун с поршнем на тросах, проверните коленчатый вал так, чтобы шатунная шейка вышла из сочленения с шатуном. Снимите вкладыш, установленный в шатуне.
Сборка шатунного подшипника, Установите крышечный вкладыш в крышку шатуна, проверив по клеймению его принадлежность данной крышке, смажьте вкладыш дизельным маслом. Вкладыш шатуна точно так же установите в ложе шатуна. Сочлените с соответствующей шатунной шейкой коленчатого вала шатун (в ложе которого установлен вкладыш) и, проверив по клеймению принадлежность крышки данному шатуну, опустите на шейку вала крышку шатуна. Подберите по клеймам шатунные болты и гайки, соответствующие данному шатуну, и заведите их в соответст-
268
вующие отверстия шатуна и крышки, наверните гайки на болты. Проверьте продольное смещение шатунных вкладышей по стыку, которое должно быть не более 0,5 мм. При необходимости исправьте продольное смещение вкладышей легкими ударами -деревянной рукоятки молотка по торцу вкладыша шатуна. Затяните гайки шатунных болтов.
ВНИМАНИЕ!
Вкладыши шатуна и крышки шатуна не одинаковы по конструкции. Установка крышечного шатунного вкладыша в ложе шатуна и, наоборот, установка шатунного рабочего вкладыша в крышку запрещаются.
В случае замены шатунных вкладышей снимите с вкладыша слой консервационной смазки и осмотрите его, если по результатам проверки вкладыш годен к установке на данный шатун, нанесите на него клейма. При затяжке гаек шатунных болтов: смажьте резьбу касторовым маслом; заверните гайки до упора ключом с длиной рукоятки 250—300 мм; затяните гайки в шесть — восемь приемов на 1,5—2 грани, поочередно для обеих гаек по ^ грани за прием до совпадения меток (рисок) на гранях гаек с метками на шатуне: зашплинтуйте гайки, шплинты должны сидеть плотно, без качки; если какая-либо гайка будет затянута больше, чем это предусмотрено метками, отверните обе гайки и вновь затяните их до совпадения меток.
При затяжке гаек в случае замены шатунных болтов:
-
смажьте резьбу шатунных болтов и их гаек касторовым маслом;
-
соберите шатун с крышкой без вкладышей, вставьте болты и наверните на них вручную гайки;
-
заверните гайки до упора ключом с длиной рукоятки 250—300 мм;
-
убедитесь в отсутствии зазора в стыке крышки с шатуном, щуп толщиной 0,03 мм не должен заходить;
-
нанесите карандашом совпадающие метки на гранях гаек и боковой поверхности шатуна либо крышки;
-
затяните гайки в шесть—восемь приемов на 1,5—2 грани от упора, производя затяжку поочередно для обеих гаек по 1/4 грани за прием специальным ключом:
-
вставьте шплинты. При несовпадении отверстия под шплинт гайку доверните (но не отпускайте);
-
нанесите совпадающие метки (риски) на гранях гаек и боковых поверхностях шатуна либо крышки;
-
отверните гайки, разберите шатун и нанесите клейма на гайках и болтах согласно клеймению на замененных деталях;
-
соберите шатун с вкладышами и затяните гайки, как и. при затяжке гаек шатунных болтов;
-
если при переборке подчищали опорные поверхности гаек или шатунов, снимите на гайках или шатунах старые метки и затяните гайки в таком же порядке, как для вновь устанавливаемых болтов.
Выемка нижнего поршня с шатуном. Снимите крышки боковых люков блока. Снимите сетки картера. Проверните нижний коленчатый вал так, чтобы соответствующий поршень был установлен во внутреннюю мертвую точку.
Отверните гайки шатунных болтов и снимите крышку шатуна вместе с вкладышем. Снимите шатунные болты, наверните на них гайки, уложите на стеллаж. Установите в болтовых отверстиях головки шатуна специальные крюки. Установите на блоке две специальные лебедки и присоедините тросы лебедок к крюкам (см. рис. 164). Натяните тросы лебедками.
Проверните коленчатый вал так, чтобы соответствующий кривошип был установлен- под углом 30° к горизонтали. Защитите шатунную шейку кожаным или брезентовым чехлом. Установите опорные брусья с каждой стороны шатуна
269
между щеками кривошипа. Отпускайте трос со стороны, противоположной направлению вращения. Снимите вкладыш шатуна. Опустите поршень на опорные брусья. Ослабьте и снимите тросы и крюки. Переместите поршень с шатуном по опорным брусьям к люку и выньте из блока.
Выемка верхнего поршня с шатуном. При демонтированном верхнем коленчатом вале
поршень с шатуном выньте с помощью троса, закрепленного на шатуне.

Рис. 165. Выемка верхнего поршня:
1 — опорный брус: 2 — рым для выемки верхнего поршня; 3 - трос; 4
- опорный стержень; 5 — шатун; 6 — опора для упора верхнего шатуна; 7 - поршень; 8 - хомут для заводки поршневых колец
Без демонтажа верхнего коленчатого вала для выемки верхнего поршня с шатуном произведите выемку нижнего поршня, после этого выньте верхний поршень, для чего: снимите верхнюю крышку блока и соответствующую крышку воздушного ресивера (рис. 165): поставьте соответствующий поршень в наружную мертвую точку; укрепите на шатуне трос; отверните гайки шатунных болтов и снимите крышку шатуна вместе с вкладышем; снимите шатунные болты, наверните на них гайки и уложите на стеллаж; опустите шатун с поршнем в цилиндр на специальную опору; поверните коленчатый вал так, чтобы соответствующий кривошип был установлен в горизонтальном положении; поднимите шатун с поршнем и вставьте во впускное окно втулки цилиндра опорный стержень; снимите вкладыш шатуна;
снимите щипцами стопорное кольцо крепления вставки в поршне и выньте шатун со вставкой. Вставьте в поршень рым для выемки поршня, закрепите стопорным кольцом и зачальте тросом. Подложите под цилиндр брезент и очистите скребками втулку от нагара, образовавшегося в в.м. т., для предупреждения повреждения поршня и поршневых колец; проверните нижний коленчатый вал так, чтобы соответствующий кривошип был установлен под углом 30° к горизонту,
Установите опорные брусья, как и при выемке нижнего поршня. Выньте опорный стержень и опустите поршень через цилиндровую втулку на опорные брусья. Передвиньте поршень к люку и выньте его из блока. Снимите стопорное кольцо с поршня и выньте рым. Если необходимо вынуть более пяти верхних поршней, демонтируйте верхний коленчатый вал. Шатуны выньте в сборе с поршнями.
Разборка поршней и шатунов. Снимите поршневые кольца, пользуясь приспособлением, которое ограничивает развод 'замка до размера не более 55 мм. Кольца снимайте поочередно, начиная с первого компрессионного (считая от головки поршня), и уложите их в таком же порядке на специальные стеллажи для каждого поршня в отдельности. На стеллажах должны быть бирки с указанием номера поршня.
Перед разборкой поршни необходимо установить головкой вниз и измерить щупом зазор между стопорным кольцом и плитой в трех местах по окружности (с двух сторон у замка и на противоположной от замка стороне), наименьший размер из трех является контрольным при регулировках в процессе сборки.
270
Снимите специальными щипцами стопорное кольцо крепления вставки в поршне и выньте шатун со вставкой из поршня; вытолкните поршневой палец из отверстий вставки и расчлените вставку и шатун. Поршневой палец положите аккуратно на стеллаж, снимите ползушку и прикрепите к ним бирку с номером поршня. Отверните болты крепления опорной плиты и болты крепления плиты к вставке; снимите плиты и регулировочные прокладки. Плиты и регулировочные прокладки свяжите вместе и уложите на стеллаж, прикрепив к ним бирку с номером поршня.
Сборка шатунов и поршней. Установите на вставку регулировочные прокладки под опорную плиту и установите опорную плиту так, чтобы штифт прошел через отверстия в прокладках и опорной плите, и затяните два винта Крепления опорной плиты, подложив под них пружинные шайбы. Выступание головок винтов над поверхностью опорной плиты не допускается. Установите регулировочные прокладки под плиту»- установите плиту и затяните два болта крепления плиты, подложив под болты стопорные шайбы. Болты застопорите, отогнув усики шайб на грань болта и на плиту.
Примечание. Подбор толщины регулировочных прокладок под опорную плиту производите, как указано в разделе 5.18 «Регулировка длины шатуна в сборе с поршнем».
Установите шатун вертикально в тисках или другом подобном приспособлении, смажьте дизельным маслом сферическую поверхность верхней головки шатуна, установите на нее ползушку, а на ползушку — пружину. Наденьте на верхнюю головку шатуна вставку поршня так, чтобы маркировка индекса двигателя и номера цилиндра на вставке и на шатуне располагалась с одной стороны.
Вставьте в отверстия вставки и шатуна поршневой палец, при этом маркировка (на фаске пальца) должна быть расположена под 90° к маркировкам на шатуне и находиться впереди по отношению к маркировкам на шатуне, которые должны находиться справа.
Вставьте шатун со вставкой в поршень так, чтобы штифт на опорной плите вошел в отверстие в кольцевом опорном ребре поршня и установите стопорное кольцо. Смажьте канавки поршня дизельным маслом и с помощью специального приспособления установите поршневые кольца в канавки. Перед установкой поршней во втулку цилиндра все поршневые кольца смажьте дизельным маслом и расположите их таким образом, чтобы замки двух смежных колец были смещены относительно друг друга на 180°.
Поршневые кольца на поршень устанавливайте непосредственно перед установкой поршня с шатуном на дизель. При замене поршня, вставки или шатуна обеспечьте длину шатуна в сборе с поршнем, которая должна соответствовать указанной в формуляре для данного шатуна с отклонением не более ± 0,05 мм. При замене ползушки притрите ее к сферической поверхности верхней головки шатуна.
При замене поршня, вставки или шатуна обеспечьте, чтобы разница по массе комплектов поршней с шатунами в сборе не превышала 500 г, а разница по массе поршней в сборе со вставками—не более 250 г (для верхних и нижних поршней отдельно).
Установка верхнего поршня с шатуном. При демонтированном верхнем коленчатом вале: установите на поршне приспособление для установки поршня с поршневыми кольцами в цилиндр; укрепите на шатуне трос и заведите поршень в цилиндр. При этом клеймение на поршне должно быть расположено со стороны управления, а клеймо на шатуне — с правой стороны, если смотреть со стороны генератора. Удерживая шатун с поршнем на тросе, установите на
271
верхнем торце втулки специальную опору. Опустите поршень в цилиндр, при этом нижняя головка шатуна ложится на опору.
При установленном верхнем коленчатом вале вставьте в поршень, собранный с компрессионными кольцами, рым для выемки поршня и закрепите его стопорным кольцом (см. рис. 165); пропустите через цилиндр трос, выведите его через люк блока и закрепите на рыме; проверните нижний коленчатый вал так, чтобы соответствующий кривошип был установлен под углом 30° к горизонту;
установите опорные брусья между щеками кривошипа; установите на поршне приспособление для заводки поршневых колец и передвиньте поршень по опорным брусьям непосредственно под цилиндр.
Заведите поршень в цилиндр и поднимите его тросом так, чтобы три верхние канавки маслосъемных колец вышли из верхней части втулки. цилиндра. Установите маслосъемные кольца.
Вставьте во впускное окно втулки цилиндра опорный стержень, опустите на него поршень, снимите щипцами стопорное кольцо и выньте рым. Установите соответствующий кривошип коленчатого вала в горизонтальное положение. Установите вставку вместе с шатуном и поршневым пальцем в поршень так, чтобы штифт на опорной плите вставки вошел в отверстие в кольцевом опорном ребре поршня и установите стопорное кольцо. При этом шатун и вставка должны располагаться на двигателе так, чтобы маркировка на них была справа, если смотреть на дизель со стороны генератора.
Установите шатунный вкладыш. Укрепите на шатуне трос, выньте опорный стержень из впускного окна и, удерживая шатун тросом, опустите поршень с шатуном в цилиндр. Проверните верхний коленчатый вал так, чтобы соответствующий кривошип был установлен во внешнюю мертвую точку. Поднимите шатун до упора в шатунную шейку. Установите крышку с вкладышем на шатун, вставьте шатунные болты и заверните их.
Установка нижнего поршня с шатуном. Установите на блоке лебедки (см. рис. 164). Проверните нижний коленчатый вал так, чтобы соответствующий кривошип был установлен под углом 30° к горизонту. Защитите шатунную шейку кожаным или брезентовым чехлом. Установите опорные брусья между щеками кривошипа. Вставьте через люк шатун в сборе с поршнем и установите его на опорные брусья. При этом клеймо индекса дизеля и номера цилиндра на поршне должны быть расположены со стороны управления и по правой стороне дизеля, а клеймо индекса дизеля, номера цилиндра на шатуне — с правой стороны дизеля, если смотреть со стороны генератора.
Установите на поршне приспособление для заводки поршневых колец и передвиньте поршень по опорным брусьям непосредственно под цилиндр. Вставьте в болтовые отверстия головки шатуна крюки и присоедините к ним тросы лебедок. Натягивая тросы лебедок, заведите поршень в цилиндр. Установите в шатун вкладыш. Снимите с шейки вала чехол и поверните вал в положение, при котором шатун может быть опущен на шейку. Опустите шатун на шейку. Ослабьте и снимите тросы. Снимите крюки и приспособление для заводки поршневых колец. Установите крышку с вкладышем на шатун и заверните гайки шатунных болтов. После установки поршней проверьте обжимом свинцовой палочки величину линейного сжатия.
ВНИМАНИЕ! Неправильная установка поршней и шатунов приведет к задирам втулок.
Выемка верхнего коленчатого вала. Снимите трубы вентиляции картера, а затем верхнюю крышку блока вместе с маслоотделителями, отсоединив предварительно через верхний люк затворы маслоотделителей (во избежание их повреждения). Отсоедините торсионный вал привода центробежного нагнетателя,
272
выведите его из коленчатого вала. Отсоедините от коленчатого вала верхние шатуны, для чего поочередно, установив определенный кривошип во внешнюю мертвую точку, укрепите на соответствующем шатуне трос, связанный с краном и, удерживая шатун тросом, отверните гайки шатунных болтов и снимите крышку шатуна вместе с вкладышем. Выведите шатунные болты из отверстий в головке шатуна и, навернув на них гайки, уложите на стеллаже.
Установите на верхнем торце втулки цилиндров специальную опору, опустите шатун с поршнем до упора торца головки шатуна на эту опору. Снимите трубки подвода масла к коренным подшипникам, оберните концы трубок бумагой и обвяжите. Снимите крышки коренных подшипников, для чего, заложив ломик в отверстие на нижнем конце шпильки верхнего коренного подшипника (для предупреждения проворачивания шпильки), отверните специальным ключом верхние гайки этих шпилек.
Выведите из ложа упорный коренной вкладыш, для чего, вставив в отверстие в 11-й шейке вала специальное приспособление, проверните вал (см. рис. 163). Укрепите на 4-й и 9- й шатунных шейках пеньковый трос и поднимите коленчатый вал за трос краном (грузоподъемностью не менее 1,5т). У лежите коленчатый вал на деревянные козлы четырьмя (3, 6,9 и 12-й) коренными шейками. Под опорными шейками рекомендуется проложить резиновую либо войлочную прокладку. Если после разборки вал будет лежать свыше суток, промойте шейки бензином, протрите чистой салфеткой, смажьте маслом и оберните промасленной бумагой, обвязав ее шпагатом.
Укладка коленчатого вала. Проверьте правильность установки в блоке и состояние нижних (блочных) коренных опорных вкладышей верхнего вала (упорный вкладыш должен быть снят), смажьте вкладыши дизельным маслом. Освободите шейки верхнего коленчатого вала, лежащего на козлах от предохранительной обвязки, смажьте их и укрепите на 4-й и 9-й шатунных шейках пеньковый трос. Поднимите вал краном за пеньковый трос и уложите его на нижние опорные вкладыши в блоке дизеля. Проверьте совпадение меток на зубьях конических шестерен вертикальной передачи и шестерен кулачковых валов привода топливных насосов.
ВНИМАНИЕ!
Рекомендуется при снятом верхнем коленчатом вале не проворачивать нижний коленчатый вал.
Установите упорный коренной вкладыш. На коренные шейки вала установите верхние (крышечные) коренные вкладыши, а на коренные вкладыши— крышки коренных подшипников и закрепите их.
Проверьте правильность укладки вала и опережения нижнего коленчатого вала относительно верхнего.
Поочередно сочлените с шатунными шейками шатуны, как указано в разделе Сборка шатунного подшипника. Установите и закрепите торсионный вал привода центробежного нагнетателя. Поставьте трубки подвода масла к коренным опорам. Установите верхнюю крышку блока вместе с маслоотделителями, присоедините через верхний люк затворы маслоотделителей. Перед установкой затворы залейте дизельным маслом. Присоедините трубы вентиляции картера к маслоотделителям и турбокомпрессорам. Проверьте плотность соединения трубок подвода масла к верхним подшипникам путем прокачки масла маслопрокачивающим насосом.
Выемка втулки цилиндра. Слейте воду из системы охлаждения. Снимите верхний коленчатый вал. Выньте поршни. Снимите форсунки и индикаторный кран, а также их переходники. Снимите патрубки подвода охлаждающей воды, отсоединив их от выпускных коллекторов, и патрубок отвода воды, отсоединив
273
его от водяного коллектора. Выверните шпильки из рубашки цилиндровой втулки. Отверните гайки крепления втулки к блоку и выньте ее из блока. ' Установка втулки в блок. Перед установкой втулки в блок:
-
проверьте затяжку крепления выпускных коробок и выпускных коллекторов;
-
очистите посадочные пояски втулки, блока и выпускной коробки и смажьте их дизельным маслом;
-
проверьте наличие антикоррозионного покрытия поверхностей адаптерных отверстий в рубашке втулки цилиндра.
Установите втулку в блок без резиновых уплотнительных колец для проверки центровки ее по выпускной коробке. Втулка должна свободно (под собственным весом) устанавливаться на свое место. Выньте втулку из блока. Наденьте на втулку новый комплект резиновых уплотняющих колец и установите втулку в блок. Под фланец незакрепленной втулки пластинка щупа толщиной 0,07 мм не должна заходить. Закрепите цилиндровую втулку в блоке, поочередно затягивая диаметрально расположенные гайки крепления втулки к блоку.
Обмерьте втулку и запишите результаты обмера в формуляр. Разность замеров, выполненных до установки втулки в блок и в блоке, не должна превышать 0,05 мм. Вверните шпильки в рубашку втулки цилиндра, установите патрубки подвода и отвода воды. Установите адаптеры (переходники) форсунок и индикаторных кранов. Спрессуйте систему охлаждения водой давлением 0,4 МПа (4 кгс/см2), при этом тщательно проверьте надежность уплотнения адаптеров.
Демонтаж воздуходувки (см. рис. 37). Снимите стопорную планку 16, отвинтите болт 17, выньте втулку 15, вверните в торец торсиона болт и выдвиньте торсион 8 на 60—70 мм до выхода шлицев торсиона из шлицев верхнего коленчатого вала. Отсоедините болты верхней крышки редуктора, снимите крышку редуктора 9. Отсоедините трубопровод масла от верхнего масляного коллектора. Отсоедините фланцы воз дух о под водящего патрубка 32 от воздушного трубопровода.
Зачальте центробежный нагнетатель с редуктором за рамы и подъемную скобу 20. Снимите контрольные штифты, фиксирующие положение редуктора на блоке, отверните гайки со шпилек и, переместив нагнетатель в осевом направлении до выхода шпилек блока из фланца корпуса редуктора, снимите центробежный нагнетатель с редуктором с дизеля.
Закройте воздушные полости в нагнетателе и трубопроводе воздуха. Масляные трубки центробежного нагнетателя и верхнего масляного коллектора дизеля закройте бумагой и обвяжите шпагатом.
Разборка воздуходувки. Снимите торсион 8 и торцовую крышку 12 редуктора. Перёд выемкой торсиона снимите сопло 7 с угольником. Отсоедините и снимите воздухоподводящий патрубок и с помощью отжимных болтов снимите крышку корпуса 28 нагнетателя.
Снимите лопаточный диффузор 35 и уплотнительное кольцо 36. Отверните на нижнем валу со стороны воздуходувки стопорные болты, отверните болт (грибок) 30 с левой резьбой, затем гайку 31 и снимите с вала колесо 34 нагнетателя.
Отверните гайки и, перемещая корпус 33 в осевом направлении, снимите его с нижнего вала 38, предохранив от повреждений уплотнение. Снимите фланец 21 с корпуса воздуходувки и разберите уплотнение. Снимите с вала втулку лабиринтного уплотнения 27 и отбойник 19-. Раскрепите и спрессуйте упругую шестерню 10.
Отверните гайки и спрессуйте подшипники верхнего вала вместе со стаканами. Поддерживая упругую шестерню, выньте через расточку подшипника муфту 11 верхнего вала. Затем выньте упругую шестерню. Отверните стопор-
274
ные болты на торцах промежуточного вала, отверните грибки и спрессуйте подшипники среднего вала вместе со стаканами. Грибки имеют левую резьбу.
Спрессуйте и выньте шестерню 18 с промежуточного вала 6, отверните стопорные болты и грибок нижнего вала, отверните гайку и снимите пяту 5 упорного подшипника. Отогните стопорные шайбы, отверните гайки и выпрессуйте отжимными болтами упорно-опорный подшипник 3. Выньте через расточку в корпусе (под подшипник) нижний вал 38, при этом предохраните от повреждений баббитовую заливку опорного подшипника. Отсоедините маслоподводящие трубки 1 и снимите брызгалки шестерен.
Снимите опорный диск упругой шестерни в следующем порядке.
а) расконтрите, отверните гайки и осторожно, не допуская осевого перемещения опорного диска, выпрессуйте призонные болты;
б) пользуясь отверстиями с резьбой, выпрессуйте опорный диск, при атом следите, чтобы сухари с пружинами не перемещались в осевом направлении;
в) в случае необходимости снимите пружины с сухарями, соблюдая осторожность. Болты, гайки и отверстия имеют цифровое клеймение Опорный диск и венец шестерни имеют совпадающие метки «О». В случае необходимости выпрессуйте опорный подшипник 29.
Сборка и установка воздуходувки. Воздуходувку с редуктором собирают в порядке, обратном разборке. Все детали поставьте на прежние места. Стальные детали смажьте дизельным маслом. Все шейки валов и шлицы также смажьте дизельным маслом. Болты и гайки эластичной шестерни ставьте по номерам, нанесенным при сборке.
Детали воздуходувки на нижнем валу собирайте по меткам «О». Метки «О» должны лежать в одной плоскости по одну сторону от оси вала. Проверьте прилегание пяты к поверхности упорного подшипника поворотом ее на угол не более 15° (не менее 85% упорной поверхности). Проверьте все зазоры в соответствии с паспортом. При постановке двухрядных роликовых подшипников перемещайте наружную и внутреннюю обоймы одновременно. После установки проверьте перемещение роликов в гнездах, ролики не должны быть зажаты.
При установке сопла торсиона закрепите его с угольником так, чтобы масло попадало в полость муфты В направлении шлицев.
На дизель воздуходувку с редуктором устанавливайте в порядке, обратном демонтажу. При этом проверьте легкость перемещения торсиона по шлицам в осевом направлении в четырех различных положениях коленчатого вала.
Замена торсионного вала при демонтированном верхнем коленчатом вале, Отверните гайки крепления корпуса 15 верхнего вала вертикальной передачи к блоку (см. рис. 22). Снимите узел верхнего вала за два рым-болта, установленных в отверстия с резьбой (М16х 1,5) в торце вала 14 Отсоедините торсионный вал 3 в нижней головке, для чего снимите болты, предварительно отогнув стопорные планки, и снимите гайку 27. Выньте торсионный вал 3 вместе с втулкой 22. Снимите втулку 22, отвернув болты и гайку 20
На новый торсионный вал установите втулку 22, гайку 20, новые стопорные планки и болты. Установите торсионный вал 3 вместе со втулкой 22 и соедините его с нижним валом 26 гайкой 27 и болтами. Установите узел верхнего вала, обеспечив сочленение в шлицевом соединении.
Замена торсионного вала при установленном верхнем коленчатом вале. Отсоедините муфту 21 от ступицы 18, сняв болты 4 и штифты 19, и опустите муфту на нижний вал.
Отсоедините втулку 22 от верхней головки торсионного вала, отвернув болты и гайку 20. Опустите втулку на нижний вал. Отсоедините торсионный вал 3 в нижней головке, отвернув болты и гайку 27. Отверните гайки крепления узла нижнего вала к блоку.
275
Поднимите вверх узел нижнего вала (не поднимая торсионный вал) и наклоните его до положения, позволяющего вынуть торсионный вал в картер. Выньте торсионный вал 3 через картер или через боковой люк вертикальной передачи.
Заведите через картер или боковой люк вертикальной передачи новый торсионный вал в узел нижнего вала. Установите узел вала и притяните его гайками к блоку. Соедините нижнюю головку торсионного вала 3 с валом 26 гайкой 27 и болтами. Присоедините муфту 21 к ступице 18 двумя штифтами 19 и четырьмя болтами 4. Штифты установите на прежние места согласно меткам.
Введите втулку 22 в зацепление по шлицам с торсионным валом 3 и муфтой 21. Если шлицы втулки сразу не входят в шлицы муфты, то, поворачивая втулку по окружности, найдите положение, при котором втулка 22 входит в шлицы торсионного вала 3 и муфты 21 одновременно. В выбранном положении наметьте краской один зуб втулки 22 и сопряженную с ним впадину муфты 21. Отсоедините муфту 21 от ступицы 18 и опустите муфту вниз, не опуская вниз втулку.
Затяните гайку 20 до упора в бурт торсионного вала 3 и дотяните до совпадения отверстий на гайке с отверстиями на втулке. Установите стопорные планки и болты. Концы планок отогните на головки болтов. Поднимите муфту 21 и соедините ее со ступицей 18 четырьмя штифтами 19 и восемью болтами 4, установив под болты стопорные планки.
После установки нового торсионного вала проверьте правильность опережения нижнего коленчатого вала и при необходимости отрегулируйте ее, после чего законтрите болты 4 проволокой.
Разборка механизма отключения левого ряда топливных насосов (см. рис. 31). Отверните накидную гайку 10. Снимите проволоку и выверните болты 6. Снимите вилку 3, крышку 12, прокладку 5 и выньте поршень 4. Расшплинтуйте и отверните гайку 7, придерживая ключом тягу 16. Снимите тарелку 13 и пружину 2. Снимите с тяги 16 и коромысла 14 корпус 1. Отсоедините трубку 11 от штуцера плиты вентиля.
Сборка механизма отключения левого ряда топливных насосов. Очистите все детали от загрязнения и коррозии. Промойте детали дизельным топливом. Проверьте легкость перемещения поршня в корпусе, отсутствие заедания пружины в корпусе при ее сжатии. Продуйте сжатым воздухом трубку 11, угольник 9 и дренажное отверстие в корпусе-Л Проверьте состояние прокладки 5. При наличии разрывов или разбухания замените. При необходимости увеличения хода тяги на выключение допускается зачистка торца А тарелки 13 или торца Б втулки 15.
Удлинять ход тяги увеличением толщины прокладки 5 или постановкой дополнительной прокладки не рекомендуется, так как при этом нарушается заводская регулировка рычажной системы. При необходимости уменьшения хода изготовьте и установите новую тарелку 13.
Смажьте трущиеся поверхности деталей дизельным маслом и соберите в порядке, обратном разборке. Шплинт 8 замените новым. Проверьте ход тяг при срабатывании механизмов отключения.
Разборка форсунки. Отверните контргайку, пробку и стакан пружины. Выньте пружину форсунки, тарелку пружины и толкатель. Выньте щелевой фильтр форсунки с уплотнительным кольцом. Выньте ограничитель подъема иглы, распылитель, сопловый наконечник и его прокладку.
Сборка форсунки. Перед сборкой все детали тщательно промойте в профильтрованном дизельном топливе. Особое внимание обратите на чистоту внутренних каналов и полостей. Форсунку собирайте в порядке, обратном разборке. Стакан пружины затяните тарированным ключом 120+15-5 Н-м (12+1,5-0,5 кгс-м) или нормальным стандартным ключом полным усилием одной руки. Отрегулируйте затяжку пружины форсунки нажимной пробкой на давле-
276
ние начала впрыска 21+о,9МПа (210+9 кгс/см2) и проверьте качество распыла насосом для испытания форсунок. После проверки работы форсунки контргайку ставьте на герметике. Штуцер подвода топлива к форсунке оберните чистой бумагой или марлей и обвяжите. Установите форсунки на дизель.
Демонтаж и разборка топливного насоса. Проворачивая коленчатый вал, установите вал привода топливных насосов в таком положении, чтобы метка «Г» на ведущем диске муфты с номером, соответствующим номеру цилиндра, с которого снимается топливный насос, совпала с указательной стрелкой. Выведите рейку насоса из зацепления с. поводком тяги управления. Отсоедините от насоса нагнетательную топливную Трубку, оберните концы трубки и штуцер насоса чистой бумагой и обвяжите. Отсоедините топливный коллектор от корпуса насоса. Отверните две гайки, крепящие насос к толкателю, и снимите насос вместе с регулировочными прокладками. Прокладки не раскомплектовывайте от насоса. Примите меры предосторожности, чтобы не изогнуть рейку насоса.
Выньте стопорное кольцо, затем снимите тарелку пружины, плунжер, пружину и кольцо пружины. Не рекомендуется прикасаться руками к обработанным поверхностям плунжера (а также втулки плунжера и деталей нагнетательного клапана).
Снимите регулирующую рейку и шестерню плунжера. Для этого выверните стопорный винт, выбейте конический штифт, снимите хомутик с рейки и передвиньте рейку в сторону длинного ее конца до выхода из зацепления с шестерней.
Чтобы снять нагнетательный клапан, отверните две гайки, снимите нажимной фланец, нажимной штуцер, пружину и клапан. Затем установите приспособление и снимите седло клапана с прокладкой. Нагнетательный клапан замените и проверьте, не устраняется ли просачивание топлива из-под нажимного штуцера, поступает ли топливо при отсоединенной от насоса трубке высокого давления и положении рейки на выключенной подаче из штуцера.
При необходимости нагнетательный клапан можно заменить, не снимая насос с дизеля. Неисправная работа клапана наблюдается при поломке пружин, зависании клапана, попадании под клапан посторонних частиц, трещине седла, потере плотности по конусу. При замене клапана тщательно предохраните насос от попадания загрязнения.
Отверните стопорный винт и выньте втулку плунжера. Регулирующую рейку разбирать не рекомендуется. При необходимости разбирайте рейку в таком порядке: отверните гайку, затем выверните регулировочный болт рейки и снимите поводковую втулку и пружину.
Сборка и установка топливного насоса на дизель. Перед сборкой все детали тщательно промойте в отфильтрованном дизельном топливе. Установите втулку в корпусе насоса, заверните стопорной винт с прокладкой под головкой и убедитесь, что он не упирается во втулку.
Установите в сборе нагнетательный клапан и его прокладку, пружину клапана, нажимной штуцер, фланец и равномерно затяните две гайки крепления фланца.
Установите в корпусе регулирующую рейку в сборе так, чтобы поводковая втулка находилась с левой стороны (если смотреть на корпус со стороны рейки), а широкая впадина на зубьях рейки — в вертикальной плоскости корпуса. В этом положении рейки установите шестерню плунжера в корпусе насоса и, передвинув рейку вправо, установите ее стопорный винт. Установите на рейку хомутик и закрепите его постановкой конического штифта и болта.
Установите кольцо пружины и пружину, затем плунжер с тарелкой пружины установите во втулку так, чтобы шлицевые выступы на плунжере попали в соответствующие пазы в шестерне, и установите стопорное кольцо. Проверьте легкость перемещения регулирующей рейки в корпусе насоса. Проверьте от-
277
сутствие заедания поводковой втулки в рейке; при сжатии пружины поводковой втулкой она должна под действием пружины возвратиться в исходное положение.
Перед установкой насоса совместите для данного цилиндра метку "Т" на ведущем диске муфты привода генератора с указательной стрелкой. Установите топливный насос на толкатель вместе со своими регулировочными прокладками, под гайки подложите шайбы пружинные. Гайки крепления насоса затягивайте равномерно и поочередно с переходами, для обеих гаек не менее чем на 3—4 приема от упора для каждой гайки ключом с длиной рукоятки 350 мм усилием одной руки. Резиновое кольцо уплотнения фланца коллектора и насоса не должно быть повреждено, и должно выступать над привалочной плоскостью фланца.
Присоедините топливный коллектор к корпусу насоса. Болты коллектора затягивайте равномерно. Обеспечив прилегание фланца коллектора к насосу, затяните умеренным усилием болты торцовым ключом с длиной рукоятки на сторону не более 100 мм. Неравномерная и чрезмерная затяжка гаек крепления насоса и болтов коллектора может привести к деформации корпуса насоса и прихватыванию плунжерной пары. Проверьте легкость хода рейки топливного насоса, установленного на дизеле. Присоедините к насосу трубку высокого давления. Введите в зацепление поводок тяги управления с поводковой втулкой рейки насоса. Между торцом пальца и втулкой должен быть зазор 1—2 мм.
Установку насоса с замененным насосным элементом или нагнетательным клапаном производите на тех же регулировочных прокладках, на которых он был установлен ранее. При замене насосного элемента или нагнетательного клапана регулировочную рейку не распломбировывайте.
-
-
Регулятор частоты вращения и нагрузки
Демонтаж регулятора. Отверните пробку 7 и слейте масло из регулятора. Выньте палец из серьги поршня 11 (см. рис. 27). Отверните накидные гайки и отсоедините трубки пускового серводвигателя, трубку подвода наддувочного воздуха. Отсоедините фишки штепсельных разъемов системы управления частотой вращения, электромагнита стоп- устройства и индуктивного датчика. От" верните гайки крепления регулятора к корпусу привода. Снимите регулятор с дизеля, поднимая его для разъединения шлицевого соединения привода.
Разборка регулятора. Отверните винты крепления колпака / (см. рис. 27) и снимите его. Отсоедините рычажную систему от верхнего штока 17 серводвигателя путем разъединения его шарнира. Отверните гайку крепления траверсы 30 и, вращая струну, снимите траверсу. Отверните винты крепления плиты 38 с электромагнитами и снимите ее. Снимите пружину треугольной пластины. Отверните болты крепления верхнего корпуса 2 к корпусу 6 регулятора. Снимите верхний корпус в сборе, поднимая его вверх; снимите резиновую шайбу на стыке корпусов.
Осторожно выньте золотниковую часть из корпуса регулятора. Отверните винты крепления электромагнита стоп-устройства 10 и снимите электромагнит и его прокладку. Отверните винты крепления корпуса 13 стоп-устройства и снимите его. Отверните болты крепления серводвигателя 12, снимите серводвигатель и проставку с прокладками. Отверните болты крепления нижнего корпуса и снимите его; снимите резиновую прокладку на стыке корпусов.
Разборка верхнего корпуса. Отсоедините серьги от эксцентрика 24, разъедините шарниры рычажных передач и снимите рычажную систему 26 (см. рис. 27).
Отверните трубку подвода воздуха к датчику корректора, отверните винты крепления корпуса 23 выключателя и корректора и снимите его в сборе с золот-
278
ником 16, снимите резиновую шайбу на стыке корпусов. Снимите с корпуса упорное кольцо и выньте из него золотник 16 в сборе с тарелками, пружинами и поршнем 20.
Отверните с золотника опору эксцентрика 24 и снимите с него тарелку 22 с пружинами.
Отверните с золотника гайку и снимите нижнюю тарелку.
Снимите с верхнего корпуса 2 проставку и выньте из него золотниковую втулку 15 и пружины 14. Отверните иглы 67 и снимите с них уплотнительные кольца 68.
Отсоедините рычаг 39 от тяги 34. Отверните винты крепления серводвигателя управления
28 к корпусу и снимите треугольную пластину 58. Снимите корпус серводвигателя управлениями, пружину и резиновую шайбу.
Отверните винты крепления ограничителя и снимите опору 40 золотника. Выньте золотник 42, золотниковую втулку 41, упорный подшипник я пружины. Снимите упорный подшипник золотниковой втулки 41. Снимите с оси шестерню 44.
Отверните гайки крепления серводвигателя индуктивного датчика и снимите его с верхнего корпуса,, снимите прокладку.
Отверните корпус фильтра 78 и выньте его. Снимите уплотнительное кольцо. Отверните пробку 81. Отверните гайки крепления плиты 69 и снимите ее, снимите прокладку.
Разборка, платы с электромагнитами. Отверните в плите 38 стопорные винты электромагнитов 35. Отпаяйте провода от штырьков электромагнитов. Выверните электромагниты из плиты. Отверните пробки электромагнитов, выньте якоря и проверьте наличие «противозалипающих» прокладок.
Разборка серводвигателя управления. Отверните гайку крепления траверсы на поршне 29
и снимите траверсу. Выньте поршень 29 из корпуса 28.
Разборка серводвигателя с индуктивным датчиком. Отверните винты крепления индуктивного датчика 57 и снимите его {см. рис. 27). Отверните вИНТЫ крепления крышек и снимите их. Снимите уплотнительное кольцо с крышки 56. Выньте поршень 51 с якорем из корпуса 53. Снимите запорное кольцо и выньте манжету 55 с манжетодержателем.
Разборка нижнего корпуса. Отверните болты крепления буксы манжеты. Выньте валик привода 50 в сборе и снимите с него стопорное кольцо. Спрессуйте подшипник с валика 50. Снимите буксу вместе с манжетой.
Разборка корпуса регулятора. Выньте ведущую 48 и ведомую шестерни маслонасоса. Снимите стопорное кольцо и выньте пробку 63. Снимите уплотнительное кольцо 64. Выньте поршень 62 с пружинами 61 и направляющую 60.
ВНИМАНИЕ!
Перед разборкой аккумуляторов предусмотрите подвижной упор, дающей возможность постепенно расслабить пружины.
Снимите стопорное кольцо 71 и тарелку 72. Выньте пружины 74, 75 и поршень 73.
Разборка серводвигателя регулятора.
ВНИМАНИЕ!
Перед отворачиванием винтов крепления статна 13 к корпусу сервомотора 12
предусмотрите подвижной упор, дающий возможность постепенно расслабить пружину 18.
Отверните винты крепления стакана 19 к корпусу серводвигателя. Снимите стакан 19 в сборе со штоком 17, а затем пружину 18 серводвигателя и шток с его пружиной. Со штока снимите пружину и ее шайбу. Со стакана 19 снимите пружину с уплотнительным кольцом. Снимите тарелку пружины с поршня 11. Выбейте конический штифт и отверните серьгу поршня 11. Выньте из корпуса
279
12 поршень Л. Снимите стопорное кольцо и выньте манжеты. Отверните иглу 65 с уплотнительным кольцом 66 и снимите его.
Разборка золотниковой части (см. рис. 28). Снимите пружину 5 измерителя с опорой 7. Отверните гайку 8 и выньте пружину 9 из гайки: Снимите тарелку 10 с подшипником 11, пружиной и шайбой, а затем оси грузов, грузы и их прокладки.
ВНИМАНИЕ!
При снятии прокладок грузов обратите внимание на их количество.
Снимите ограничители грузов. Отверните винт крепления эластичной муфты 12 и снимите ее. Отверните винты крепления фланца и снимите траверсу 3 в сборе с кулачковой шайбой 14 и подшипником 15. Снимите уплотнительное кольцо 13 из корпуса демпфера. Снимите стопорное кольцо с буксы 1. Выньте золотник 18 с направляющей втулкой 16 и снимите ее.
Разборка золотника остановки. Снимите толкатель. Отверните пробку с сальником.
Снимите золотник.
Разборка корректора (см. рис. 29).
Отверните винты крепления корпуса 26 датчика и снимите его. Выверните винт 28 и снимите уплотнительное кольцо 27.
Снимите пружину 29. Отверните винты и снимите опору 2. Выньте оси и снимите рычаги 16 и 17. Снимите стопорное кольцо 18 и выньте поршень 21 со втулкой 20. Выньте ось и снимите кулачок 14. Снимите втулку 20 с поршня. Выньте тарелку 19 и пружину 22 с клапаном 23. Выньте фильтр 10с клапаном 11. Снимите уплотнительные кольца. Выньте дроссель 7 и снимите стопорное кольцо. Выньте пружину 9 и шайбы.
ВНИМАНИЕ!
При разборке дросселя обратите внимание на последовательность укладки шайб с калиброванными отверстиями.
Осмотр деталей после разборки. Промойте все детали в керосине и продуйте сжатым воздухом. Проверьте отсутствие следов заеданий и задиров:
-
в цилиндре корпуса серводвигателя;
-
на опорном торце и в отверстии под золотниковую часть в корпусе регулятора;
-
в гнездах под ведомую и ведущую шестерни маслонасоса;
-
в гнездах поршней аккумуляторов;
-
в цилиндре серводвигателя управления;
-
в цилиндре серводвигателя индуктивного датчика;
-
шестерни механизма управления на оси;
-
ведомой шестерни маслонасоса на оси;
-
в корпусе и втулке датчика корректора.
Проверьте состояние трущихся поверхностей: поршня и штока серводвигателя, поршней аккумуляторов, буксы и ее опорного торца, золотника и направляющей втулки, золотника и золотниковой втулки управления, золотника и золотниковой втулки системы регулирования нагрузки, зубьев шестерни масляного насоса, поршня серводвигателя индуктивного
датчика, поршня серводвигателя управления, поршня и втулки датчика корректора. Задиры и следы заеданий не допускаются.
Осмотрите плиту с электромагнитами. Осмотрите состояние поверхностей рычагов грузов, соприкасающихся с нижней обоймой упорного подшипника. Осмотрите состояние подшипников, пружин, манжет, сеток фильтров, поверхность сильфона и уплотнительных прокладок регулятора.
280
Сборка регулятора. Перед сборкой все детали и узлы тщательно промойте в фильтрованном дизельном топливе, особое внимание обратите на Чистоту внутренних каналов и полостей. Сборку производите в порядке, обратном разборке.
При сборке дросселя 7 (ем. рис. 29) обратите особое внимание на порядок укладки шайб с калиброванными отверстиями. Шайбы с большим и малым отверстиями должны быть уложены поочередно.
Перед установкой пружины и клапана проверьте легкость перемещения поршня в корпусе и втулке.
Рычаги должны качаться без заеданий.
При установке эластичной муфты 12 демпфера (см. рис. 28) необходимо устанавливать ее так, чтобы отклонение траверсы 3 от среднего положения в обе стороны было симметричным.
При сборке золотниковой части обратите внимание на легкость качания грузов и их осевой люфт, а также плавность передвижения золотника. Осевой люфт груза должен быть 0,1—0,2 мм. Передвижение золотника можно наблюдать по его пояску Д (см. рис. 28) через отверстия в буксе 1 и золотниковой втулке 17. Перемещайте золотник, разводя и сводя грузы на всю величину их хода, удерживая тарелку прижатой к концам грузов. Положение золотника 18 относительно золотниковой втулки 17 отрегулируйте гайкой 8 так, чтобы при верхнем крайнем положении золотника (грузы разведены) и нижнем крайнем положении золотника (грузы сведены) поясок Д золотника открывал отверстия в золотниковой втулке 17 на одинаковую величину.
Перед сборкой корпуса регулятора проверьте легкость перемещения поршня буфера. Резиновую прокладку на стыке с нижним корпусом устанавливайте с большим основанием трапеции на дно канавки.
При монтаже фланца с манжетой соблюдайте осторожность, чтобы не повредить рабочую кромку манжеты, применяйте защитный наконечник. После сборки нижнего корпуса приводной валик должен вращаться свободно от усилия руки, болты крепления буксы манжеты обвяжите проволокой.
При сборке верхнего корпуса до установки корпуса выключателя 23 и корректора (см.
рис. 27) проверьте легкость перемещения золотника 16, золотниковой втулки 15 и поршня
-
При установке корпуса выключателя-корректора проверьте наличие под ним резиновой уплотнительной шайбы. Подшипник золотниковой втулки 41 управления должен быть установлен обоймой с большим внутренним диаметром вниз. При нажатии на опору и на рычаг золотника управления должно быть обеспечено легкое и плавное возвращение золотника управления и его золотниковой втулки в исходное положение под действием своих пружин.
До установки пружины проверьте легкость перемещения поршня сервомотора управления. При установке сервомотора управления проверьте наличие под ним резиновой уплотнительной шайбы. Проверьте прижатие треугольной пластины и опоры золотниковой втулки к электромагнитам. Зазор не допускается. Проверьте прижатие рычага золотника управления к треугольной пластине. Зазор между заклепкой рычага и треугольной пластиной не допускается. Проверьте легкость перемещения рычажной системы.
До установки индуктивного датчика проверьте легкость движения поршня серводвигателя, поршень должен перемещаться плавно, без заеданий. После установки индуктивного датчика должно быть обеспечено легкое перемещение на всем протяжении хода якоря. Проверяйте при отвернутых пробках серводвигателя.
Перед сборкой силового серводвигателя проверьте легкость движения его поршня (без пружины серводвигателя). Заедание или тугой ход не допускаются.
При сборке золотника остановки проверьте легкость его перемещения.
281
При установке верхнего корпуса на корпус регулятора проверьте: наличие резиновой уплотнительной шайбы на стыке корпусов; попадание в зацепление шестерни 44 золотниковой втулки и опоры пружины измерителя в ее гнездо, струна при этом должна выйти через шток поршня серводвигателя управления.
На собранном регуляторе при повороте от руки за валик привода золотниковая часть должна вращаться легко и плавно. Пробки электромагнитов МР1, МР2, МРЗ должны быть отвернуты ориентировочно на 2,5 оборота от упора, электромагнита МР4—на 10 делений и электромагнита МР5—на два обороте от упора. Иглу обратной связи отверните на один оборот от упора. Иглы системы регулирования нагрузки отверните на 2,5 оборота от упора.
Установка регулятора на дизель. Особое внимание обратите на то, чтобы регулятор был установлен без перекоса. Перед закреплением регулятора на корпусе привода убедитесь в том, что серьга свободно перемещается в пазе вилки штока сервомотора.
ВНИМАНИЕ!
Пальцы шарниров рычажной передачи от регулятора к рейкам топливных насосов должны плотно входить в отверстия и вместе с тем свободно проворачиваться. Заедания и мертвый ход (люфт) в шарнирах вызывают неустойчивую работу системы регулирования.
-
-
Замена сальника водяного насоса
Замените сальник водяного насоса, если течь в нем превышает 100 капель в 1 мин и не устраняется подтяжкой. Чтобы сменить сальниковую набивку, отверните гайки крепления нажимной втулки сальника и сдвиньте ее по, валу. Специальным штопором удалите старую набивку.
Поставьте пять новых колец из графитизированного асбеста. При. этом стыки колец не должны располагаться в одной плоскости.
После замены набивки допустите в течение 10—15 мин течь воды из сальника. Затем подтягивайте сальник через небольшие промежутки времени для, постепенной приработки набивки к валу. Каплепадение воды из сальника должно быть 10—60 капель в 1 мин при частоте вращения 6,67 с-1 (400 об/мин). При частоте вращения выше 9 с-1 (540 об/мин) допускается отсутствие каплепадения воды.
-
Промывка воздухоохладителя дизеля
Снимите воздухоохладители с дизеля. Обдуйте охлаждающие трубки струёй пара. Если оребрение трубок сильно закоксовано, поместите воздухоохладители на сутки в керосин, после чего обдуйте трубки струёй пара. Просушите трубки сжатым воздухом.
Снимите крышки воздухоохладителя. Промойте водой внутренние полости крышки, трубные доски и трубки (внутри).
Просушите их сжатым воздухом. Осмотрите паронитовые и резиновые прокладки. Негодные прокладки замените. После промывки и осмотра воздухоохладителей проведите гидроиспытание воздушной и водяной полостей.
5.16. Центровка муфты привода генератора
Контроль перекоса оси вала генератора относительно оси коленчатого вала определяется по колебаниям толщины муфты при вращении коленчатого вала. Для проверки на гайку одного из болтов 3 (рис. 166), крепящих пакет пластин к
282

Рис. 166. Проверка центровки ротора генератора с коленчатым валом дизеля:
1 — ведущий диск: 2 — ведомый диск; 3 — болты; 4 — индикатор; 5
— кронштейн
ведущему диску 1 муфты, установите со стороны генератора кронштейн 5 с индикатором 4, уперев шток индикатора в поверхность ведомого диска 2, и проверните валоповоротным механизмом коленчатый вал дизеля. При провороте коленчатого вала дизеля (и связанной с ним муфты) индикатор показывает изменение толщины муфты. Изменение показаний индикатора за один оборот коленчатого вала дизеля не должно превышать 0,15 мм.
Если колебания толщины муфты превышают указанную величину, проверьте затяжку пружин под генератором; произведите регулировку изменением толщины прокладок под лапами генератора.
Проверьте равномерность воздушного зазора между якорем и главными полюсами генератора. Равномерность
радиального зазора между якорем и главными полюсами генератора, замеренная щупом длиной не менее 600 и шириной не более 10 мм, должна быть не более 0,8 мм. Допустимые зазоры: минимальный — 4,2 мм, максимальный — 5,5 мм. Если производилось перемещение генератора, разверните отверстия под призонные болты крепления генератора и установите конические штифты.
-
Установка опережения нижнего коленчатого вала
Коленчатые валы должны быть соединены между собой вертикальной передачей в таком положении, чтобы нижний коленчатый вал опережал верхний на 12° + 1°, т. е. при положении верхнего поршня первого цилиндра во внутренней мертвой точке (в. м. т.) нижний поршень этого же цилиндра должен находиться на 12° (по углу поворота кривошипа) после в.м.т. В условиях эксплуатации после разборки вертикальной передачи правильное взаимное положение коленчатых валов обеспечивается сборкой деталей передачи по меткам.
При замене деталей вертикальной передачи производите новую установку положения коленчатых валов, при этом проверьте правильность установки стрелки, указывающей градусы на муфте привода генератора. «О» должен соответствовать в.м.т. нижнего поршня первого цилиндра. Проверку производите по регляжу.
Вращением дизеля по ходу установите верхний поршень первого цилиндра в в.м.т. Разъедините верхний и нижний коленчатые валы, для чего: отсоедините шлицевую муфту 21 (см. рис. 22) от ступицы 18, вывернув болты 4 и вынув штифты 19, опустите муфту на нижний вал 26; выверните болты, крепящие шлицевую втулку 22, и опустите ее также на нижний вал.

Рис. 167. Метки на ведущем диске муфты привода генератора
Проворачивая нижний коленчатый вал по ходу (по часовой стрелке, смотря со стороны генератора), установите его так, чтобы указательная стрелка совпа-
283
ла с 12° деления на диске муфты привода генератора (рис. 167) после в.м.т. нижнего поршня первого цилиндра.
Соедините в этом положении верхний и нижний коленчатые валы вертикальной передачи, для чего:
-
присоедините муфту шлицевую 21 (см. рис. 22) к ступице 18, закрепив ее четырьмя болтами 4 с установкой двух штифтов на прежние места по меткам;
-
проворотом шлицевой втулки 22 введите ее в зацепление с шлицевой муфтой 21 и торсионным валом 3 при неизменном положении коленчатых валов;
-
отсоедините муфту 21 от ступицы 18 и опустите ее вниз» не выводя из зацепления с торсионным валом 3 втулку22;
-
затяните гайку 20 до упора в бурт торсионного вала 3 и дотяните ее до совпадения отверстий диаметром 13 мм на гайке 20 с отверстиями на верхнем торце шлицевой втулки 22;
-
установите планки стопорные и болты, крепящие гайку 20 к втулке 22. Концы планок отогните на головки болтов. При необходимости планки замените новыми;
-
поднимите шлицевую муфту 21 и соедините ее со ступицей 18 всеми болтами 4 и штифтами 19. Подложите под болты шайбы, удерживающие штифты от выпадания, и законтрите проволокой.

Рис. 168. Регулировка длины шатуна с поршнем
Проверьте правильность углового положения коленчатых валов.
-
-
Регулировка длины шатуна в сборе с поршнем
При разборке поршней не раскомплектовывайте регулировочные прокладки, установленные между опорной плитой и плитой и вставкой. При замене отдельных поршней, вставок или шатунов, а также при превышении зазора между стопорным кольцом и плитой более 0,3 мм восстановите первоначальную длину шатуна в сборе с поршнем (размер Л — рис. 168) с точностью ±0,05 мм подбором прокладок между опорной плитой и вставкой поршня.
Толщину прокладок между вставкой и опорной плитой (при замене поршня) определите по величине размера М или А на новом или заменяемом поршнях. Если размер М или А на новом поршне больше, чем на заменяемом, то уменьшите на соответствующую величину толщину прокладок, и наоборот.
Если выработка опорной поверхности опорной плиты устранена шлифовкой, то разницу в толщине плиты до шлифовки и после нее необходимо учесть увеличением толщины регулировочных прокладок на величину сошлифованного слоя для сохранения размера А.
284
После регулировки длины шатуна с поршнем (размер А) отрегулируйте зазор между стопорным кольцом и плитой, который должен быть в пределах, указанных в таблице зазоров.
Для регулировки зазора отверните болты крепления плиты, подложите под плиту необходимое количество прокладок и вновь установите плиту. Затяните болты и застопорите их подложенными под болты шайбами, отогнув усики на грань болта и на плиту.
При замене нижних поршней, вставок и цилиндровых втулок проверьте расстояние от оси форсуночных отверстий до головки поршня при нахождении его во внутренней мертвой точке, которое должно быть (3,4±0,2) мм. После замены верхних или нижних поршней, шатунов, вставок проверьте значение линейного сжатия.
-
Определение линейного сжатия
Через форсуночное отверстие введите в цилиндр свинцовую палочку диаметром 9 мм и установите ее вдоль оси коленчатого вала. Произведите обжатие свинцовой палочки, проворачивая коленчатые валы по часовой стрелке (если смотреть со стороны генератора) валоповоротным устройством, пока поршни пройдут внутреннюю мертвую точку.
Выньте свинцовую палочку из цилиндра и замерьте с двух сторон (микрометром) толщину обжатой части. Средняя арифметическая величина замеров линейного сжатия должна соответствовать величине, указанной в таблице зазоров. При необходимости отрегулируйте ее прокладками между поршнем и вставкой поршня.
Исправляйте линейное сжатие за счет нижних поршней только в случае изменения толщины прокладок до 0,5 мм. При изменении толщины прокладок более чем на 0,5 мм производите исправление линейного сжатия за счет обоих поршней на одинаковую величину.
В формуляр дизель-генератора запишите фактическую толщину прокладок, устанавливаемых под каждый регулируемый поршень.
-
Регулировка положения валов топливных насосов
После разборки привода валов топливных насосов устанавливайте их вновь по меткам на шестернях привода. Шестерни привода валов топливных насосов устанавливайте после окончательного соединения нижнего и верхнего коленчатых валов. Проворачивая нижний коленчатый вал по ходу, совместите метку 1 Т на ведущем диске муфты с указательной стрелкой (см. рис. 167). Освободите шестерни привода и установите валы топливных насосов в таком положении, чтобы вершины кулачков первого цилиндра были направлены вверх. Соедините шестерни привода валов с валами.
Установите специальное приспособление (рис. 169) на толкатель вместо топливного насоса 1-го цилиндра регулируемого вала. Выставьте индикатор на нуль (с предварительным натягом 0,5 мм) и, проворачивая нижний коленчатый вал по ходу, совместите деление 349° — 1° на ведущем диске муфты с указательной стрелкой. Освободите гайки крепления шестерни регулируемого вала и проверните его в пазах шестерни (рис. 170) в такое положение, чтобы ход плунжера приспособления составлял 3,6 мм по индикатору.
Не проворачивая вал топливного насоса (показания индикатора приспособления 3,6 мм), выберите боковой зазор в зацеплении шестерни, провернув ее против часовой стрелки, и закрепите шестерню. Проверьте правильность уста-
285

Рис. 169. Приспособление для установки топливных насосов
новки валов привода топливных - насосов, для чего:
-
проворачивая нижний коленчатый вал по ходу, совместите метку 1Т на ведущем диске муфты с указательной стрелкой;
-
установите индикатор приспособления на нуль;
-
проверните нижний коленчатый вал по ходу до подъема штока индикатора на 3,6 мм;
-
проверьте, чтобы при этом положении против указательной стрелки находилось деление ведущего диска муфты 349° — 1°. Разность показаний указательной стрелки для левого и правого валов топливных насосов не должна превышать 30'.
Засверлите и разверните отверстия под контрольные штифты К. (см. рис. 170). Нанесите метки А, Б, В, Г, П, Р на шестернях, как указано на рис. 171
Для обеспечения регулировки валов привода топливных насосов (если уже
установлены контрольные штифты) разрешается перестановка шестерни коленчатого вала на другой шпоночный паз от первоначального положения. При совмещении паза Р со шпонкой уменьшается угол опережения на 1°, при совмеще
нии паза П со шпонкой угол опережения увеличивается на 1°, при перестановке шестерни на другой паз выбейте метку «О» против совмещенного паза, а старое клеймо «О» забейте.

-
-
Установка топливных насосов
Топливные насосы монтируйте при установленных валах привода топливных насосов, как указано в предыдущем разделе, и при поставленных на месте толкателях.
286
Таблица 37
Деление на ведущем диске муфты
31
67
103
139
175
211
247,
383
319
355
Номера цилиндров для проверки в нижнем положении плунжера
1
6
10
2
4
9
5
3
7
8
Номера цилиндров для проверки за
36° до нижнего положения
6
10
2
4
9
5
3
7
8
1
Определите суммарную толщину регулировочных прокладок, устанавливаемых под каждый топливный насос, для чего:
-
вращением по ходу установите нижний коленчатый вал так, чтобы для данного цилиндра указательная стрелка совпала с соответствующим делением
на ведущем диске муфты с допуском — 1°
№ цилиндра
1
2
3
4
5
6
7
8
9
10
Деление на ведущем диске
349
97
241
133
205
25
277
313
169
61
-
вместо топливного насоса на замеряемом цилиндре установите приспособление (см.
рис. 168);
-
к торцу Б (см. рис. 169) корпуса приспособления приложите плитку толщиной 1,5 мм и установите индикатор с натягом 4 мм, как показано На рисунке;
-
выньте плитку и определите индикатором утопание торца Л штока приспособления относительно торца Б корпуса приспособления;
-
определите размер К. (см. рис. 169 и 172) .как сумму утопания М и размера Д (выход штока приспособления при совпадении торцов А и В), выбитого на корпусе приспособления (размер Д равен приблизительно 48 мм): К = М + +Д;

Рис. 172. Установочные размеры топливного насоса
-
определите суммарную толщину Б регулировочных прокладок под корпус топливного насоса как разность размеров В, выбитого на корпуса топливного насоса, и К, определяемого указанным выше способом: Б = В — К',
-
подберите комплект прокладок под корпус топливного насоса с точностью до 0,02 мм по толщине.
В формуляр дизель-генератора запишите фактическую толщину прокладок, установленных под каждым топливным насосом. Установите и закрепите топливный насос.
Затяжку гаек крепления насоса производите равномерно и поочередно с переходом для обеих
гаек не менее чем на 3—4 приема от упора для каждой гайки ключом с длиной рукоятки 350 мм усилием одной руки. Проверьте легкость и плавность хода каждой рейки топливного насоса при отсоединенном поводке тяги управления в двух положениях плунжера насоса: в крайнем нижнем положении плунжера и за 36° до нижнего положения плунжера. Для чего, поворачивая нижний коленчатый вал по ходу, установить его так, чтобы для насосов
287
проверяемого цилиндра указательная стрелка совпала с делением на ведущем диске муфты согласно табл. 37. Допуск на установку +2 деления.
Тугой ход рейки не допускается. При обнаружении тугого хода рейки произведите повторное крепление (затяжку) насоса и коллектора. В случае если тугой ход рейки не устраняется, замените топливный насос.
Убедитесь в отсутствии заедания поводковой втулки в рейке каждого топливного насоса. Для этого нажмите на поводковую втулку до полного сжатия пружины и отпустите ее. Поводковая втулка под действием пружины должна возвратиться а исходное положение.
-
-
Турбокомпрессор
При осмотре турбокомпрессора (см. рис. 35) без демонтажа отсоедините трубопроводы подвода и слива масла; выверните штуцера подвода масла к опорно-упорному подшипнику; снимите крышку подшипника со стороны компрессора;
осмотрите полость подшипника и конец вала ротора; проверьте плавность вращения ротора за гайку (от руки) и осевой разбег ротора с помощью индикатора (рис. 173). Снимите крышку масляного фильтра, отсоедините фильтрующий элемент, промойте корпус фильтра и фильтрующий элемент дизельным топливом или керосином; убедитесь в целости прокладок, при необходимости прокладки замените; выверните дроссель из корпуса компрессора, очистите дросселирующее отверстие и дроссель от загрязнения; соберите, установите на место масляный фильтр; вверните дроссель; обтяните крепление турбокомпрессора к двигателю.
При обнаружении цветов побежалости на конце вала ротора, бронзовой стружки в масляной полости, заедания ротора при провороте, осевого разбега ротора, превышающего допустимый, снимите турбокомпрессор с дизеля и полностью его разберите и отремонтируйте. Осмотр опорно-упорного подшипника производите только при увеличении осевого разбега ротора по сравнению с ранее замеренным при отсутствии других повреждений.
Демонтаж турбокомпрессора. Снимите распорные угольники и крышки выпускного устройства дизеля (на крыше тепловоза); ослабьте хомуты на дюритовых рукавах дренажной трубы турбокомпрессора; снимите люк Крыши тепловоза над турбокомпрессорами.
Отсоедините: масляный и водяной трубопроводы турбокомпрессора от общей системы; гибкое соединение от воздухоочистителя к всасывающему патрубку турбокомпрессора; трубу вентиляции картера; корпус компрессора от воздушного коллектора дизеля; выпускные патрубки от газо-приемного корпуса турбины; выпускную трубу от выпускного корпуса.
Отверните гайки крепления кронштейнов, выпрессуйте штифты и снимите турбокомпрессор подъемным устройством, используя имеющиеся на корпусах проушины.
Разборка турбокомпрессора и осмотр деталей. Все работы по разборке и сборке турбокомпрессора выполняйте с применением специальных инструментов и приспособлений, поставляемых заводом-изготовителем комплектно с изделием. Кроме специальных инструментов и приспособлений, для проведения указанных работ требуются стандартные гаечные ключи и отвертка. Разборку турбокомпрессора выполняйте в такой, последовательности: отсоедините трубки подвода масла к подшипникам; выверните штуцера подвода масла к подшипникам; снимите крышки подшипников; наверните на конец ротора со стороны турбины предохранительный колпачок (рис. 174); снимите воздухоприемный патрубок; установите турбокомпрессор компрессором вверх так, чтобы ось ротора заняла по возможности вертикальное положение; отогните замоч-
288

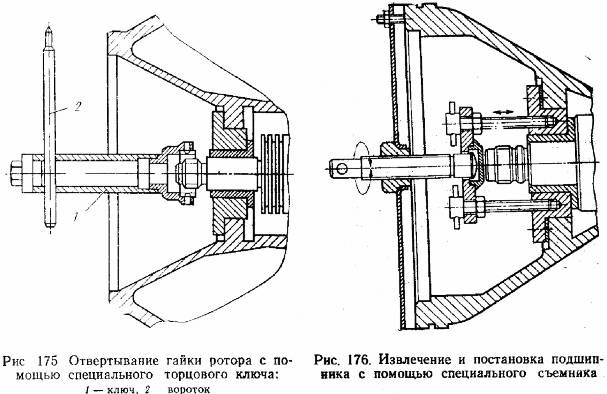
289
ную пластину 5 из паза гайки на конце ротора (см. рис. 36) и с помощью специального ключа отверните гайку ротора (рис. 175); снимите шайбу 3 (см. рис. 36); отверните гайки крепления подшипника к корпусу компрессора и, пользуясь специальным съемником, выньте подшипник и пяту с импеллером (рис. 176, 177). Под фланцем подшипника имеется компенсатор 22 (см. рис.35) в виде кольца определенной толщины. Толщина кольца подбирается для каждого турбокомпрессора по месту для обеспечения зазора М (см. рис. 35).
Отверните гайки крепления корпуса компрессора к выпускному корпусу, снимите кронштейн 20 и проушину 11; отсоедините корпус компрессора с помощью отжимных болтов (рис. 178), ввертывая их в отверстия во фланце выпускного корпуса; снимите корпус компрессора, перемещая его без перекосов (рис. 179).
Выньте диффузор 4 (см. рис. 35); выверните винты 21 крепления лабиринта;
наверните на конец вала ротора рым (см. рис. 174) и выньте ротор, вместе с лабиринтом и теплоизоляционным кожухом, поднимая его вверх за .рым. Уложите ротор на подставку.
Отверните гайки крепления газо-приемного корпуса к выпускному, снимите вторую проушину; разъедините газо-приемный и выпускной корпуса, пользуясь отжимными болтами; удалите вязальную проволоку и отверните болты крепления кожуха 8 соплового аппарата (см. рис. 35). Снимите кожух. Если болты пригорели, залейте керосин в резьбу через прорези во фланце кожуха и; выдержите 10 -15 мин.
Удалите проволоку, отверните болты крепления венца 12 соплового и, пользуясь отжимными болтами, снимите его; удалите вязальную проволоку и отверните болты, соединяющие лабиринт, фланец кожуха 19 и экран 18; отсоедините половинки лабиринтов.
С помощью воротков поверните экран 18 относительно фланца кожуха на 90° (рис. 180), совместив разъем того и другого, и разъедините их; отверните гайки крепления опорного подшипника к газо-приемному корпусу и съемником выньте подшипник (см. рис. 36).

290

Перед сборкой турбокомпрессора очистите проточную часть турбины и компрессора, а также уплотнения от загрязнения в виде нагара, кокса и др.;
промойте детали керосином или дизельным топливом и осушите сжатым воздухом или чистой ветошью; выверните дроссель в корпусе компрессора, очистите каналы, по которым воздух подводится к уплотнениям со стороны компрессора и турбины; очистите отверстия дросселя.
Осмотрите ротор, проверьте состояние замочных пластин фиксации лопаток турбины. Отогнутые (поврежденные) пластины замените. Повторная подгибка замочных пластин запрещена.
Проверьте исправность лопаток турбины, отсутствие следов касания их о неподвижные детали, отсутствие забоин и трещин лопаток; исправность колеса компрессора, отсутствие трещин и следов касания его о неподвижные детали; состояние канавок под уплотнительные кольца, уплотнительных колец и гребешков лабиринтов; состояние цапф вала и пяты, их биение при проверке ротора в центрах. Незначительные повреждения устраните путем зачистки. Биение поверхностей ротора турбины сверх установленных величин не допускается.
Осмотрите подшипники. На рабочих поверхностях подшипников допускаются отдельные риски глубиной до 0,5 мм. При обнаружении износа (задира) подшипники замените. Проверьте зазоры (см. табл. 51) если зазоры достигли предельных значений, износившиеся детали замените.
Вскройте масляный фильтр турбокомпрессора. Снимите фильтрующий элемент, очистите корпус фильтра и фильтрующий элемент от загрязнения промывкой в керосине или дизельном топливе. Убедитесь в целости фильтрующей сетки и обеспечении нормального уплотнения по торцам фильтрующего элемента.
Вскройте и осмотрите полости водяного охлаждения газо-приемного и выпускного корпусов. При обнаружении накипи удалите ее, так как она может привести к появлению трещин на корпусах.
Сборка турбокомпрессора. Турбокомпрессор собирайте в порядке, обратном разборке, выполняя следующие условия; соблюдайте чистоту; не применяйте чрезмерных усилий или ударов; компенсаторы под фланцами упорных подшипников устанавливайте строго на свои места; резиновые уплотнительные кольца, поврежденные или потерявшие эластичность, замените,
291
При опускании ротора в корпус и при надевании корпуса компрессора упругие уплотнительные кольца ротора смажьте консистентной смазкой так, чтобы они приклеились к валу и заняли центральное положение. Стыки колец разведите так, чтобы они заняли диаметрально противоположное положение.
Ремонт турбокомпрессора. В процессе длительной эксплуатации турбокомпрессоров может возникнуть необходимость в их ремонте. При выполнении ремонта руководствуйтесь разработанной специальным конструкторским бюро турбонагнетателей инструкцией на ремонт турбокомпрессоров. Инструкция на ремонт высылается заинтересованным организациям по их требованию.
-
ПРЕДОТВРАЩЕНИЕ РАЗЖИЖЕНИЯ МАСЛА ТОПЛИВОМ
Основная причина попадания топлива в масло — неправильная работа выключателей левого ряда топливных насосов (ВП6) и пяти насосов правого ряда (ВП9). При длительной работе дизеля на нулевой позиции контроллёра в камеру сгорания впрыскивается топливо не пятью насосами, а 10, 15 или 20 насосами в зависимости от того, какой выключатель неисправен. В связи с этим не все впрыскиваемое топливо сгорает. Часть несгоревшего топлива стекает по стенкам втулок цилиндров в картер дизеля, разжижая масло. При плановых осмотрах тщательно проверьте работу выключателей топливных насосов, ход тяг в момент их отключения, который должен быть не менее 7,9 мм.
Отключение пяти топливных насосов правого ряда полностью устраняет разжижение масла топливом, но вызывает повышенную дымность дизеля при работе на нулевой позиции контроллера. Как правило, разжижение масла топливом наблюдается в зимний период времени при низких температурах окружающей среды и длительной работе дизеля на холостом ходу. Рекомендуется в летний период времени работать с 10 включенными топливными насосами правого ряда, для чего вентиль ВП9 отключить. В случае появления разжижения масла топливом включите вентиль ВП9.
Если выключатели ВП6 и ВП9 работают исправно и ход тяг не менее 7,9 мм, а разжижение масла топливом наблюдается, проверьте и при необходимости отрегулируйте ход реек топливных насосов таким образом, чтобы разница по зазорам между упором рейки и торцом корпуса топливного насоса для всех топливных насосов не превышала 0,3 мм. Регулировку производите при положении коромысла на упоре наибольшей подачи топлива (без сжатия пружины стопорной тяги).
Проверьте правильность затяжки гаек крепления форсунок на дизеле. Неравномерная и чрезмерная затяжка гаек крепления может привести к потере распыла топлива и, следовательно, к неполному его сгоранию. Проверьте производительность топливных насосов на малых подачах. На дизель устанавливайте насосы только одной группы. При работе на нулевой позиции контроллера поддерживайте температуру воды и масла на выходе из дизеля в пределах 65—75 °С.
При всех заменах масла обязательно полностью сливайте отработанное масло из дизеля и системы.
Если масло было заменено в связи с его разжижением после заправки, через 10—15 мин после пуска дизеля на свежем масле при работе с частотой вращения 6,67 с-1 (400 об/мин) возьмите пробу масла и контрольно проверьте вязкость, которая должна быть равной или близкой к исходной. Понижение вязкости свидетельствует о неполном сливе отработанного масла из системы. В случае понижения вязкости более чем на 0,5 сСт от исходной масло освежите или повторно его замените.
292
-
ПРЕДУПРЕЖДЕНИЕ ПОМПАЖА ТУРБОКОМПРЕССОРОВ
Помпаж турбокомпрессора (т. е. неустойчивая работа компрессора, проявляющаяся в пульсации воздушного потока и сопровождающаяся периодическим выбросом воздуха обратно в воздухоочиститель с характерным хлопком) возникает при уменьшении расхода воздуха через компрессор. Такое явление может возникать при: загрязнении воздухоохладителей; закоксовании продувочных и выпускных окон втулок цилиндров; закоксовании соплового аппарата турбокомпрессоров; повреждении лопаток турбины и соплового аппарата;
засорении воздухоочистителей.
Кроме этих причин, связанных с возрастанием сопротивления в газо-воздушном тракте дизеля, могут иметь место случаи помпажа из-за несимметричной работы двух параллельно включенных в сеть турбокомпрессоров. Такая работа турбокомпрессоров объясняется разницей в параметрах проточной части турбины одного и другого, главным образом разницей суммарного проходного сечения сопловых аппаратов, что может возникнуть при повреждении лопаток.
Значительная разница в частоте вращения роторов турбокомпрессоров — основной признак несимметричности их работы. Для того чтобы не допускать возникновения помпажа турбокомпрессоров в эксплуатации, необходимо обеспечить синхронную работу турбокомпрессоров, предотвратить рост гидравлического сопротивления газо-воздушного тракта дизеля.
ВНИМАНИЕ! Эксплуатация тепловозов при наличии помпажа запрещается.
Если в эксплуатации был зафиксирован помпаж, то очистите выпускные и продувочные окна втулок цилиндров, проверьте чистоту воздушной части воздухоохладителей, при необходимости очистите и проверьте чистоту фильтрующих кассет воздухоочистителей.
Если помпаж повторяется после выполнения этих работ, снимите турбокомпрессор и проверьте состояние лопаток турбины и соплового аппарата, а также суммарное сечение сопел соплового аппарата. Обнаруженные дефекты устраните. Сечение сопел проверяйте шаблоном. Суммарная площадь сечения сопел должна быть 117—120 см2. В случае полной исправности проточной части турбины снятого турбокомпрессора снимите второй турбокомпрессор для выполнения тех же работ.
ЗАПРЕЩАЕТСЯ:
-
Применять меры для предупреждения и устранения помпажа, не предусмотренные настоящей инструкцией.
-
Устанавливать на дизель турбокомпрессоры разных модификаций.
8. ПРЕДУПРЕЖДЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИН И ПРОГАРОВ В ПОРШНЯХ И ЗАДИРОВ ВТУЛОК И ПОРШНЕЙ
При нарушении в процессе эксплуатации нормального теплового состояния дизеля в цилиндропоршневой группе резко возрастает термическая напряженность, что может привести к случаям выхода из строя деталей из-за образования трещин, прогаров и задиров. Термические трещины и прогары поршней вызываются: ухудшением охлаждения поршня из-за отложений нагара на внутренних полостях поршня; местным перегревом поверхности днища поршня (главным образом в районе лысок в камере сгорания) из-за плохого распыла топлива форсунками; перегревом головки поршня из-за недостаточной подачи воздуха в цилиндр или завышенной подачи топлива.
293
Задиры поршней и втулок возникают из-за: перегрева втулки цилиндра в месте расположения перемычек выпускных окон, что приводит к выгоранию слоя смазки на перемычках; деформации втулки при ее установке в блок; повреждения слоя оловянного или кадмиевого покрытия поршня и повышенной шероховатости поверхности юбки поршня (не соответствующей требованиям чертежа); перегрева головки поршня, приводящего к ее касанию со втулкой.
Для исключения случаев преждевременного выхода из строя деталей цилиндропоршневой группы и обеспечения их надежной и долговечной работы выполняйте требования, изложенные ниже.
В процессе эксплуатации'.
не допускайте понижения уровня масла в картере дизеля ниже нижней метки на масломерном щупе;
не допускайте работу дизеля с низким давлением масла —менее 0,2 МПа (2,0 кгс/см2) в верхнем масляном коллекторе при частоте вращения 14,17 с"'1 . (850 об/мин); '
не допускайте работу дизеля с дымным выпуском газов, что свидетельствует о недостаточной подаче воздуха в цилиндры или о некачественной работе форсунок дизеля;
не допускайте перегрева на выходе из дизеля: охлаждающей воды свыше 96° С; масла —
свыше 86° С;
избегайте, длительной работы с температурой охлаждающей воды свыше 80° С и температурой масла свыше 75° С;
не работайте под нагрузкой без предварительного прогрева воды и масла до 40° С. не допускайте работу дизеля с разрежением в картере свыше 588 Па (60 мм вод. ст.);
не допускайте резкой остановки дизеля (за исключением аварийных случаев). Перед остановкой проработайте на минимальной частоте вращения холостого хода, пока температура воды и масла не снизится до 50—60° С.
При осмотрах и ремонтах:
строго соблюдайте требования инструкции по сортам применяемых масел и топлив, качеству и срокам смены масла. Обращайте особое внимание на содержание антинагарной присадки в масле и на диспергирующую способность масла. Несоответствие этих параметров нормам вызывает повышенное нагарообразование в поршнях;
систематически контролируйте качество распыла топлива форсунками;
систематически очищайте от нагара выпускные и продувочные окна цилиндровых втулок;
тщательно контролируйте состояние фильтрующих элементов воздухоочистителей, своевременно промывайте их и очищайте.
При реостатных испытаниях: контролируйте мощность дизеля, температуру выпускных газов, давление наддува, максимальное давление сгорания;
проверяйте исправность системы автоматического регулирования температуры воды и масла и управления жалюзи холодильника.
При разборке цилиндропоршневой группы:
-
тщательно очистите от нагара внутренние полости поршней;
-
цилиндровые втулки, поршни, вставки поршней, поршневые пальцы, компрессионные кольца, шатуны, пригодные для дальнейшей эксплуатации, после ремонта устанавливайте в те же места, в которых они работали до ремонта;
-
перед окончательной установкой втулок в блок контрольно установите их без уплотнительных резиновых колец по блоку. Втулка должна свободно опускаться в блок под действием собственного веса. Если втулка не опускает-
294
Таблица 38
Позиции контроллера
Частота вращения коленчатого вала, с-1 (об/мин)
Нагрузка, кВт
Продолжительность вращения, мин
1
6,67 (400)
30
4
8,25 (495)
400—500
60
8
10,42 (625)
550—650
60
12
12,5 (755)
1300—1400
60
15
14,17 (850)
1780
30
ся, проверьте состояние поверхностей посадочных поясков втулки, размеры диаметров блока и выпускной коробки по посадочным поясам, размеры и биение посадочных поясов втулки. Разрешается производить местную подшлифовку посадочных поясов втулки наждачной шкуркой. Размеры подщлифованных мест не должны отличаться от фактических более чем на 0,1 мм. После Окончательной установки втулок запрещается подтягивать болты крепления выпускных коллекторов и коробок без последующей повторной контрольной проверки установки втулки. В случае подтягивания болтов крепления выпускных коллекторов или коробок без демонтажа втулки замерьте диаметры нижней части зеркала втулки до и после подтягивания, при этом замеры в одних и тех же местах должны отличаться не более чем на 0,03 мм, а минимальный диаметр втулки должен быть не менее 206,97 мм;
-
при каждой выемке цилиндровых втулок после очистки от нагара выпускных окон зачистите острые кромки окон с последующей полировкой зоны перемычек войлочным кругом с пастой;
-
поршни с поврежденным слоем оловянного или кадмиевого покрытия на юбке и третьей перемычке заново покройте слоем олова или кадмия гальваническим способом (толщина слоя 0,02-—0,03 мм) и установите на свои места. Выпуск дизелей из ремонта с поршнями, имеющими поврежденный слой кадмиевого или оловянного покрытия, не допускается;
-
наружную поверхность поршня очистите волосяной щеткой после проверки поршня в ванне;
-
при замене поршней или цилиндровых втулок проводите обкатку дизеля по режимам, представленным в табл. 38.
-
во всех случаях замены поршня проверьте: длину поршня с шатуном, линейную величину камеры сжатия, расстояние от головки нижнего поршня при его положении во внутренней мертвой точке до оси отверстий под форсунки во втулке цилиндра (размер 3,4 мм), выход реек топливных насосов, угол опережения подачи топлива, правильность установки форсунок, качество распыла топлива форсунками. Результаты выполнения проверок запишите и книгу ремонта.
9. ПРЕДУПРЕЖДЕНИЕ ОБРАЗОВАНИЯ ТРЕЩИН ВО ВТУЛКАХ ЦИЛИНДРОВ И ИХ РУБАШКАХ ПО АДАПТЕРНЫМ ОТВЕРСТИЯМ
Образованию трещин по адаптерным отверстиям во втулках цилиндров и их рубашек способствуют: повышенный уровень предварительного напряженного состояния, связанного с установкой и закреплением адаптеров; повышенная агрессивность охлаждающей воды, снижающая коррозионно-усталостную прочность материала рубашек втулок цилиндров; перегрев дизеля; несоответствие сопряжения между рубашкой и втулкой, которое вызывает перераспределение напряжений в рубашке и втулке.
295
Для предупреждения образования трещин во втулках цилиндров и их рубашках по адаптерным отверстиям обеспечивайте правильную установку адаптеров на втулках цилиндров, для чего:
-
перед установкой адаптеров во втулку цилиндра поставьте медную уплотнительную прокладку между адаптером и втулкой. Прокладка должна быть изготовлена из листовой красной меди М1—МЗ и обязательно отожжена, твердость прокладки — не более НВ 45. Поверхности сопряжения медной прокладки и. адаптера, а также резьбу МЗО х 2 мм на адаптере смажьте лейнерной смазкой (смазка ВЛ). Прокладку приклейте лейнерной смазкой к адаптеру;
-
установите адаптер во втулку цилиндра и затяните до упора. За упор принимайте резкое изменение усилия на ключе с длиной рукоятки 200 мм. Затяните адаптер от положения упора на угол 60°, затягивайте плавно, без рывков и ударов. Во время затяжки следите (по зазору между адаптером и рубашкой втулки), чтобы медная прокладка обжималась равномерно. Допускается затягивать адаптер предельным ключом с крутящим моментом М (400±20) Н.м[(40±2) кгс.м];
-
кольцо (обечайку), удерживающее снаружи резиновое уплотняющее кольцо, устанавливайте так, чтобы зазор между кольцом и рубашкой втулки был не более 1 мм;
-
перед затяжкой гайки шлицевого фланца установите фланец адаптера и наденьте на шлицевой поясок адаптера так, чтобы две диаметрально расположенные канавки (на образующей поверхности фланца) находились в плоскости, перпендикулярной оси втулки. Несовпадение допускается не более 3 мм;
-
крепление фланца адаптера затягивайте ключом с длиной рукоятки 250 мм усилием одной руки.
Во всех случаях появления течи по уплотнениям адаптеров подтягивайте соединения соответствующим ключом, как указано выше. В случае если течь не устраняется подтяжкой, поставьте новую медную или резиновую прокладку. Запрещается затягивать корпус адаптера и его гайки рывками или ударами по ключу, увеличивать угол затяжки или крутящий момент больше, чем это указано в пп. 2 и 5, а также применять неотожженные прокладки с твердостью более НВ 45.
ВНИМАНИЕ!
-
При повторном использовании обжатых прокладок отожгите их. Твердость должна соответствовать требованиям пункта 1, а толщина прокладки — не менее 1,5 мм.
-
При длительном хранении прокладок перед установкой на дизель выборочно проверьте их твердость.
Строго контролируйте состав охлаждающей воды. Не допускайте перегрева охлаждающей воды дизеля. Особо следите за исправной работой автоматики управления холодильника. В случае съема рубашек для замены уплотнительных резиновых колец рубашки напрессовывайте на свои втулки. Не допускайте повреждений бакелитового покрытия адаптерных отверстий.
10. ПРОМЫВКА ФИЛЬТРА ГРУБОЙ ОЧИСТКИ МАСЛА
Слейте масло через сливной трубопровод, открыв вентиль 54 (см. рис. 58). Осторожно выньте фильтрующие секции, чтобы не повредить фильтрующие пластины и прокладки. Поместите секции в ванну с чистым осветительным керосином и промывайте их с помощью мягкой волосяной щетки. При промывке обязательно проворачивайте рукоятки фильтрующих секций. Рукоятки должны проворачиваться легко, без заеданий. Для лучшей очистки от загрязнения каждую секцию промывайте последовательно в двух ваннах.
296
После промывки каждую секцию продуйте сжатым воздухом, проворачивая при этом рукоятки. Тщательно промойте чистым осветительным керосином внутренние полости корпуса фильтра непосредственно перед установкой фильтрующих секций.
-
ЗАМЕНА ЭЛЕМЕНТОВ ФИЛЬТРА ТОНКОЙ ОЧИСТКИ МАСЛА
Слейте масло через вентиль 27 на сливном трубопроводе (см. рис. 58). Снимите крышку, решетку и выньте фильтрующие секции. Тщательно промойте чистым осветительным керосином внутренние полости корпуса. Установите новые фильтрующие секции.
Соберите фильтр непосредственно после установки новых фильтрующих секций. При сборке очистите атмосферное отверстие в пустотелом стержне центральной секции.
-
ПРОМЫВКА ЦЕНТРОБЕЖНОГО ФИЛЬТРА
Отверните пробку 1 (см. рис. 66), снимите крышку и выньте ротор 11. Снимите крышку 6 ротора, прокладки и пробку. Во избежание нарушения балансировки не вывертывайте и не нарушайте установку трубок 10 на роторе.
Тщательно очистите скребком стенки ротора от грязи. Промойте все детали в чистом осветительном керосине и соберите фильтр. При сборке обязательно совместите метки на крышке и корпусе ротора 11 для предотвращения разбалансировки ротора. При замене деталей, ротор динамически отбалансируйте. Дисбаланс допускается не более 50 мН-м (5 гс- см).
-
ПРОМЫВКА ФИЛЬТРА ГРУБОЙ ОЧИСТКИ ТОПЛИВА
Слейте топливо из колпаков каждого фильтрующего элемента через пробки 12 (см. рис. 55). Отверните стяжные болты 10 и осторожно снимите колпаки, чтобы не повредить секции фильтра. Выньте наружные 4 и внутренние 6 секции фильтра.
Тщательно промойте секции фильтра в осветительном керосине в двух ваннах, протирая волосяной щеткой, дайте керосину стечь, после чего каждую секцию продуйте снаружи сжатым воздухом,
Одновременно с промывкой фильтрующих секций промойте колпаки в осветительном керосине и дайте керосину стечь. Соберите фильтр сразу после: промывки.
-
ЗАМЕНА ЭЛЕМЕНТОВ ФИЛЬТРА ТОНКОЙ ОЧИСТКИ ТОПЛИВА
Слейте топливо через сливные пробки в нижней части каждой секции, отверните гайки 13 и снимите колпаки (см. рис. 44). Отверните гайки крепления фильтрующих элементов. Снимите пружины и сменные бумажные фильтрующие элементы. Очистите от загрязнения корпус и колпаки. Промойте колпаки в чистом осветительном керосине и продуйте сжатым воздухом. Соберите фильтр, установив новые бумажные фильтрующие элементы.
297
-
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Скоростемер. Проверьте внешнее состояние скоростемера и привода, крепление, правильность соединения валика скоростемера с приводным валом, наличие масла в масленках (при необходимости добавьте масло), очистите от пыли и осмотрите регистрирующий механизм, заправьте писцы. Проверьте надежность крепления контактно- регистрирующих устройств. Все виды ремонта скоростемера выполняйте в дорожных мастерских или в цехе по ремонту скоростемеров со снятием его с тепловоза.
Скоростемер разберите на главные узлы, произведите очистку, осмотр и смазку всего механизма, включая контактно-регистрирующие устройства. Для очистки применяйте безворсовые салфетки, смоченные в чистом бензине. В процессе осмотра выявляйте и заменяйте поврежденные или изношенные детали, которые не могут обеспечить исправную работу скоростемера до следующего периодического ремонта.
При сборке одновременно смазывайте механизм. После сборки Скоростемер отрегулируйте и испытайте на стенде на разных режимах не менее 50 км по счетчику. После испытания скоростемер опломбируйте.
Электроизмерительные приборы. При эксплуатации электроизмерительных приборов проверяйте их по истечении сроков ведомственной и государственной поверок. При большой погрешности в показаниях, а также при повреждениях приборы разбирайте и ремонтируйте. Внешним осмотром прибора до его разборки проверьте: отсутствие трения в подвижной системе — медленным поворачиванием корректора в разные стороны, наблюдая за перемещением стрелки, которое должно быть плавным; уравновешенность подвижной части прибора — наклоном его в разные стороны (стрелка не должна сходить с нулевой отметки); исправность электрических цепей и величину сопротивления.
При неисправностях в приборе разберите его для внутреннего осмотра, проверьте легкость вращения подвижной части на всю шкалу. Проверьте прибор на исправность электрических цепей, постоянство показаний, совпадение истинных величин с отметками шкалы. Для измерения сопротивлений и проверки вручную отдельных узлов схемы прибор включите в мостовую схему.
После ремонта определите уравновешивание подвижной части и показаний. Показания отремонтированных приборов проверяйте по образцовым приборам.
Электрические дистанционные манометры ЭДМУ-6 и термометр ТУЭ-8А проверяйте на тепловозе. В случае неисправностей, обнаруженных при проверке, приемник или указатель замените запасным. Неисправности, возникающие вследствие повреждения электрических цепей, устраняйте на тепловозе. Если после этого прибор не работает или дает неправильные показания, поочередно заменяйте приемник и указатель.
Термометры сопротивления проверяйте на тепловозе или в лаборатории в переносном термостате, заполненном водой и имеющем устройство для ее подогрева. Температуру воды контролируйте ртутным термометром. Исправность указателя проверяйте на стенде. В качестве приемника используйте потенциометр, каждому положению переключателя которого соответствуют определенные значения температуры. Исправность приемника проверяйте по контрольному прибору в термостате. Проверку и регулировку электроманометров выполняйте на переносном или стационарном прессе.
Пружинные манометры. Снятые с тепловоза пружинные манометры проверяйте на стенде. Неисправности манометров определяйте внешним осмотром и проверкой на гидропрессе. Выработку гнезд в платах устраняйте постановкой втулок или заменой плат. Заменяйте оси с изношенными цапфами и шестерни, имеющие износ. Искривленные оси выправляйте прокаткой на плите. Трещины в пружинах запаивайте оловянистым припоем, остаточную деформацию пру-
298
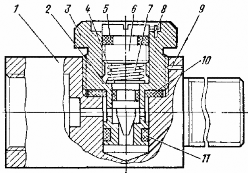
Рис. 181, Общий вид демпфера ДВ:
1 — корпус; 2, 5, 10, 11 — уплотнения; 3 — корпус регулировочной иглы; 4 — шайба; 6—регулировочная игла: 7 — пружина: 8, 9— винты
жин компенсируйте перестановкой стрелки или изгибом плеч рычагов.
Манометрические термометры. Во время ремонта проверяйте показания манометрических термометров ТПП2-В на стенде или на тепловозе переносными образцовыми приборами (термостат с термометром). Показания образцового и проверяемого приборов отсчитывайте и записывайте после выдержки их в термостате в течение 3 мин на данной точке шкалы.
Ремонт указателей манометрических термометров аналогичен ремонту пружинного манометра и состоит в замене поврежденных
деталей. При ремонте капиллярной системы термометра исправляйте обнаруженные места повреждения капилляра. Проверяйте герметичность системы опрессовкой, если внешним осмотром место повреждения определить не удается. Заправку капиллярной системы манометрических термометров выполняйте на стенде. После заправки капиллярной системы собирайте указатели приемников, проверяйте работу приборов и регулируйте их.
Тахометр. По истечении года, а также после ремонта предъявляйте тахометры для государственной поверки. Точность показаний тахометра проверяйте сравнением с образцовым тахометром. В случае неисправности тахометр разберите. Детали после разборки промойте в бензине, проверьте их состояние. При наличии трещин на корпусе тахометра замените его. Замените обломанные и погнутые волоски, изношенные валики, втулки, шестерни, негодные шарикоподшипники. При сборке тахометра все детали снова промойте в бензине и высушите на воздухе, соберите по узлам, трущиеся детали смажьте часовым маслом. Показания приборов отрегулируйте на стенде. При монтаже тахометра на дизель не допускайте резких перегибов валика.
ВНИМАНИЕ!
Дату государственной и ведомственной поверок всех измерительных приборов отмечайте красной или черной тушью на лицевой стороне стекла прибора.
Демпфер ДВ. Демонтаж демпфера (рис. 181) в условиях депо и очистку производите в следующем порядке: отверните на 2—3 оборота установочный винт 9; выверните корпус 3 регулировочной иглы вместе с иглой 6 из корпуса 1;
выверните из корпуса 3 регулировочную иглу 6, предварительно вывернув винты 8; протрите конусную часть иглы и седло корпуса 3 чистой ветошью, смоченной в дизельном топливе, бензине или керосине, до полного удаления осадка, отложившегося на их рабочих поверхностях.
После очистки вверните иглу в корпус. 3 до отказа, затем вверните винты 8 и дальше соберите в порядке, обратном разборке. При работающем дизеле ввертыванием или вывертыванием иглы 6 добейтесь размаха стрелки манометра, не превышающего двух делений шкалы.
-
АДСОРБЕР
В процессе эксплуатации верхний слой наполнителя адсорбера — адсорбент загрязняется и теряется эффективность осушки воздуха. Поэтому для восстановления первоначальных параметров системы осушки снимите крышку и верх-
299
ние диски адсорбера. Проверьте состояние адсорбента, загрязненный слой удалите. Замерьте уровень адсорбента. Если расстояние между торцом стакана и верхним диском превышает (23±2) мм, добавьте адсорбент до указанного уровня.
-
ПРОМЫВКА ТОПЛИВНОЙ СИСТЕМЫ
Перед промывкой топливной системы снимите трубки высокого давления, трубки отвода просочившегося топлива из форсунок, закройте заглушками все штуцера на топливном коллекторе, между корпусами насосов и коллектором установите «глухие» прокладки. Прокачайте топливную систему топливоподкачивающим насосом с включенными фильтрами тонкой и грубой очистки. Промывку ведите до тех пор, пока на сливе топлива в бак тепловоза не будет идти чистое топливо (контролируется выпуском топлива через пробку на топливном коллекторе дизеля).
Все снятые с дизеля трубки промойте в чистом дизельном топливе и продуйте сжатым воздухом. Соберите топливный трубопровод на дизеле, при необходимости промойте фильтр грубой очистки и замените бумажные элементы фильтра тонкой очистки.
-
ОТБОР ПРОБ МАСЛА И ВОДЫ ДИЗЕЛЯ, МАСЛА КОМПРЕССОРА
Пробы масла дизеля отбирайте при температуре не ниже 50°С в чистую сухую посуду с закрывающейся крышкой. При работающем дизеле слейте около 0,5 л масла из крана, установленного на корпусе фильтра грубой очистки, а затем возьмите пробу масла (не менее 0,5 л). Пробы дизельного масла отбирайте перед каждым профилактическим осмотром. В пробах масла определяйте физико-химические свойства масла, указанные в табл. 39.
В случаях, когда срок смены масла еще не наступил, а значения параметров его вышли за пределы, указанные в табл. 39, замените масло. Допускается
Таблица 39
|
Характеристика масла |
Значение параметров для масел |
|
|
М14Б |
М14В2 |
|
|
Общее щелочное число, мг КОН на 1 г масла, при содержании серы в топливе до: |
||
|
0,2%, менее |
0,6 |
0.6 |
|
0,35%, менее |
0 9 |
0,9 |
|
0,5%, менее |
1,2 |
1,2 |
|
Водородный показатель масла, менее |
5.5 |
5,5 |
|
Вязкость кинематическая при температуре 100°С, сСт: |
||
|
более. |
16,5 |
16,5 |
|
менее |
11,5 |
11,5 |
|
Температура вспышки, определяемая в открытом тигле, °С, ниже |
170 |
170 |
|
Диспергирующая способность масла по пятну, (d/Д)ср при температуре 220 °С, менее |
0,35 |
0,35 |
|
Загрязненность масла, более |
1300 |
1300 |
|
Наличие воды, %, более |
0,05 |
0,05 |
освежение масла путем частичного слива (15—30% объема картера) и добавления такого же количества свежего масла.
При освежении масла повторно возьмите пробу через 15—20 мин после пуска дизеля. Если на следующем профилактическом осмотре вновь будет наблюдаться снижение каких- либо показателей масла за допустимые пределы, полностью замените масло, при этом промойте и протрите картер дизеля, замените бумажные элементы фильтра тонкой очистки масла, очистите ротор центробежного фильтра, промойте фильтры грубой очистки, проверьте работу топливной аппаратуры.
При обнаружении влаги произведите повторный анализ через 2—3 ч после остановки дизеля, слив предварительно 20—30 кг масла из сливной трубы. При повторном обнаружении повышенного содержания влаги масло слейте из всей системы, устраните причины попадания влаги, картер промойте и протрите, после этого залейте свежее масло. Независимо от состояния масло полностью заменяют через 100 тыс. км пробега.
Отбор пробы охлаждающей воды дизеля производите перед каждым профилактическим осмотром при работающем дизеле в чистую посуду из крана, расположенного на водомерном стекле расширительного бака, в количестве не менее 0,5 л. Физико-химические показатели охлаждающей воды должны соответствовать значениям, приведенным на стр. 202.
При нарушении правил смены и контроля состояния масла и воды завод не гарантирует нормальную работу дизелей.
Отбор пробы масла компрессора производите в чистую сухую посуду с плотно закрывающейся крышкой. Пробу отбирайте при работающем компрессоре -через трубку слива масла из картера не менее 0,5 л. При содержании механических примесей более 0,08% масло слейте и замените свежим независимо от продолжительности его работы.
-
ТОПЛИВОПОДКАЧИВАЮЩИЙ АГРЕГАТ
Для ремонта топливоподкачивающего агрегата демонтируйте его с тепловоза, предварительно ввернув рым-болт в корпус электродвигателя. Отсоедините от плиты электродвигатель, топливоподкачивающий насос и кожух, разберите упругую соединительную муфту. Электродвигатель демонтируйте в электроагрегатном цехе. Осмотрите детали соединительной муфты. Резиновые пальцы при плохом состоянии смените.
Разберите топливоподкачивающий насос, при этом проверьте радиальный и торцовый зазоры между корпусом насоса 15 (см. рис. 54) и ведущей втулкой 10. Допускаемые зазоры приведены в табл. 51. Радиальный зазор восстанавливайте хромированием ведущей втулки. Торцовый зазор регулируется прокладками 14 между крышкой и корпусом.
При износе зубьев ведущей втулки и звездочки, а также оси звездочки негодные детали замените. Изношенные бронзовые втулки, неисправную гофрированную трубку замените. При замене ведущей втулки или сильфона необходимо пару притереть, притертый поясок должен быть непрерывным. Соберите топливоподкачивающий насос. Опрессуйте его топливом под давлением 0,5 МПа (5 кгс/см2) в течение 2 мин. Допускается просачивание топлива по валу через сальниковое уплотнение или сильфон не более одной капли в 1 мин.
Установите на плиту отремонтированный электродвигатель и насос, соедини ге их муфтой. Проверьте соосность валов электродвигателя и насоса по схеме (рис. 182).
Допускаемая разность замеров:
-
торцовых (размер А) на R = 50—не более 0,1 мм;
-
радиальных (размер В) — не более 0,1 мм.
301

Рис. 182. Схема проверки соосности валов
Разрешается распиловка отверстий в лапах электродвигателя до 1,5 мм на любую сторону. Число прокладок между плитой и опорными поверхностями электродвигателя — не более четырех. Проверьте легкость вращения вала от руки. После регулировки соосности валов установите контрольные штифты 2 и 5 (см. рис. 54). Закрепите защитный кожух 4 на плите. После этого установите топливоподкачивающий агрегат на тепловоз.
-
-
МАСЛОПРОКАЧИВАЮЩИЙ АГРЕГАТ
Для ремонта маслопрокачивающего агрегата демонтируйте его с тепловоза, предварительно ввернув рым-болты в корпуса электродвигателя и насоса.
Разберите по узлам маслопрокачивающий агрегат: снимите стопорное кольцо 4 на муфте 5 (см. рис. 67) и выведите ее из зацепления с зубчатым поводком 3; отсоедините от плиты электродвигатель и насос, вывернув крепежные болты и вынув штифты. Электродвигатель ремонтируйте в электроагрегатном цехе депо.
Разберите маслопрокачивающий насос: отсоедините крышку от корпуса, расшплинтовав и вывернув болты и вынув конические штифты; выверните стопорный винт и снимите зубчатый поводок и шпонку; расшплинтуйте и выверните болты и снимите обойму вместе с сальником; выньте из корпуса ведущую и ведомую шестерни; выньте сальник из обоймы; очистите разобранные детали от грязи, масла.
Осмотрите и обмерьте детали насоса: проверьте торцовый зазор между шестернями и крышкой (нормальный зазор установите шабровкой торца корпуса или крышки); проверьте конусность и овальность цапф шестерен; проверьте зазор между цапфами шестерен и втулками в корпусе и крышках. Смените втулки в случае ослабления по посадке. При замене втулок проверьте цилиндрической оправкой соосность одноименных поверхностей нижней и верхней втулок — непараллельность на длине цапф допускается не более 0,05 мм; проверьте боковой зазор между зубьями шестерен. Допускаемые зазоры приведены в табл.
-
Проверьте качество зацепления шестерен по отпечатку краски с обеих сторон зуба, который должен быть по высоте не менее 60% и по длине не менее 50%.
Сборку маслопрокачивающего агрегата производите в порядке, обратном разборке. После сборки агрегата валы должны проворачиваться от руки свободно, без рывков и заеданий; перекос осей на длине 110 мм (несоосность) допускается не более 0,05 мм. При проверке соосности центрирующими стрелками разность замеров в диаметрально противоположных точках за полный оборот по излому и смещению должна быть не более 0,3 мм на радиусе 60—80 мм. При регулировке соосности допускается распиловка отверстий в лапах электродвигателя до 2 мм в любую сторону.
21. ПОДОГРЕВАТЕЛЬ ТОПЛИВА
Для очистки и опрессовки подогревателя топлива произведите демонтаж его с тепловоза; отсоедините крышки 2 и 5 (см. рис. 56): очистите от грязи и накипи внутренние полости крышек и трубок. Топливную полость подогревате-
302
ля топлива промойте прокачиванием раствора аналогично масляной полости. теплообменника, водяную — аналогично водяной полости теплообменника
Отверните полый болт и прочистите его каналы; осмотрите корпус подогревателя и крышки, обнаруженные трещины заварите; соберите подогреватель, особое внимание обращайте на целость резиновой прокладки 8 и паронитовых прокладок 13; спрессуйте водяную полость подогревателя водой давлением 0,2 МПа (2 кгс/см2) в течение 5 мин, течь не допускается; продуйте сухим сжатым воздухом; установите подогреватель топлива на
тепловоз.

Рис. 183. Предохранительный клапан:
1 — пломба; 2 — корпус; 3 — клапан; 4 — шайба упорная; 5—стержень; 6— пружина; 7—муфта; 8— гайка; 9—болт регулировочный; 10 — гайка колпачковая
-
ТОПЛИВНЫЙ БАК
Перед промывкой внутренней полости топливного бака обмойте наружную поверхность бака горячей водой температурой 80—90°С и обдуйте сухим сжатым воздухом; отсоедините и выньте заборное устройство топлива. Через образовавшееся отверстие откачайте оставшееся топливо. Остатки грязного топлива слейте через открытые сливные клапаны отстойника; для промывки внутренних полостей бака поставьте тепловоз на канаву; отверните пробки горловин залива топлива и выньте сетчатые фильтры; снимите боковые промывочные люки; выньте топливомеры; отсоедините вентиляционные трубы. Промойте внутренние поверхности
отсеков топливного бака водой, нагретой до 80—90° С, подаваемой по шлангу под давлением 0,2—0,3 МПа (2—3 кгс/см2), при этом воду сливайте через открытые сливные клапаны в отстойнике; осмотрите внутренние полости бака. Бак считается чистым при отсутствии на внутренних поверхностях отсеков продуктов отложений топлива и маслянистых капель.
Обдуйте и обсушите внутренние поверхности бака сухим сжатым воздухом с давлением 0,4— 0,6 МПа (4—6 кгс/см2) до полного удаления капель воды на поверхностях бака. Одновременно с общей промывкой бака очистите все снятые детали бака. При очистке внутренних поверхностей труб запрещается применение металлических ершей.
Установите на место бак и закрепите заборное устройство, топливомеры и вентиляционные трубы, промывочные люки. После постановки всех деталей заправьте бак топливом.
-
КЛАПАНЫ
Предохранительный клапан топливной системы. Клапан (рис. 183) регулируйте на давление 0,25 МПа (2,5 кгс/см2). Для этого: распломбируйте и отверните колпачковую гайку 10; отверните контровочную гайку 8; ввертывайте регулировочный болт 9 (для повышения давления) или вывертывайте (для уменьшения давления); после регулировки болт 9 законтрите гайкой 8 и наверните колпачковую гайку. Клапан опломбируйте.
303
Предохранительный, клапан системы смазки распределительных, редукторов. Клапан регулируйте на стенде в цехе депо. Давление открытия клапана 0,07— 0,08 МПа (0,7—0,8 кгс/см2). Снимите клапан с тепловоза и установите на стенде; распломбируйте и отверните колпачковую гайку; отверните контровочную гайку; ввертывайте регулировочный болт (для повышения давления) или вывертывайте его (для снижения давления); после регулировки болт законтрите и наверните колпачковую гайку; клапан опломбируйте.
Клапан редукционной системы смазки распределительных, редукторов. Редукционные клапаны регулируйте при работе дизеля на 15-й позиции контроллера без нагрузки на давление 0,04—0,07 МПа (0,4—0,7 кгс/см2) (контролировать по манометру «Масло в редукторе» и «Масло в переднем редукторе»).
Распломбируйте и отверните крышку; для увеличения давления масла, подаваемого в редукторы, ввертывайте винт, и наоборот; установите нулевую позицию контроллера и проверьте давление, которое должно быть не ниже 0,03 МПа (0,3 кгс/см2); наверните крышку и опломбируйте.
-
РАДИАТОРНАЯ СЕКЦИЯ
Для промывки радиаторных секций: пометьте нижние коллекторы секций;
снимите секции; установите секции на стенд и промойте прокачиванием со стороны нижнего помеченного коллектора раствором (омыленный петролатум 3—4%-ный, каустическая сода 2—3%-ная). Температура раствора должна быть не ниже 90 'С, давление не должно превышать 0,4 МПа (4 кгс/см2). Проверьте чистоту промывки секций путем замера времени протекания воды через секции на стенде. Время отекания воды от верхнего
до нижнего уровня по рискам на водомерном стекле стенда для секций длиной 1356мм не должно превышать следующих значений:
Температура воды, °С . . ....
4
8
;2
16
20
24
Время истечения, с, не более . . .
85
7 1
65
61
57
55
Для секций длиной 686 мм отекание воды не должно превышать 45 с. Если секцию не удалось промыть указанным способом, заглушите нижний ее коллектор, установите секцию наклонно и заполните водным раствором ингибированной соляной кислоты (50% кислоты и 50% воды). Раствор выдержите 15—20 мин в секции, после чего дайте хорошо стечь кислоте и через секцию пропустите 25—30 л двухпроцентного горячего раствора кальцинированной соды. После нейтрализации кислоты повторите промывку водой и испытание секции на истечение После испытаний секцию продуйте воздухом и просушите.
При установке секций не допускайте деформации охлаждающих пластин, перед постановкой паронитовой прокладки смажьте смесью масла с графитом, выдерживайте зазоры между секциями в свету не более 2 мм (разрешается в одном ряду секций наличие четырех промежутков между секциями до 5 мм).
-
НАГРЕВАТЕЛЬНАЯ СЕКЦИЯ ОТОПИТЕЛЬНО- ВЕНТИЛЯЦИОННОГО АГРЕГАТА
Для промывки нагревательной секции: демонтируйте агрегат с тепловоза; снимите нагревательную секцию; промойте секцию аналогично промывке водяной радиаторной секции. Спрессуйте секции гидравлическим давлением 0,5 МПа (5 кгс/см2) в течение 5 мин. Неплотность не допускается. Установите нагревательную секцию на место и отопительно-вентиляционный агрегат — на тепловоз.
304
-
ТЕПЛООБМЕННИК
На всех видах осмотров: проверьте затяжку гаек крепления теплообменника к настилу рамы и стенке кузова тепловоза, корпусов, крышек и патрубков. Болты и гайки должны быть затянуты ключом на плече 250—300 мм усилием одного человека. Проверьте состояние корпусов, патрубков и крышек теплообменника. Особое внимание обратите на отсутствие трещин по сварным швам.
Перед ремонтом теплообменника слейте воду из системы охлаждения наддувочного воздуха и остаток масла из нижнего корпуса. При демонтаже теплообменника применяйте чалочное приспособление, исключающее деформацию патрубков и обечайки, а также обеспечивающее безопасность обслуживающей) персонала. Перед разборкой теплообменник осмотрите и очистите. Водную полость теплообменника промойте двухпроцентным раствором кальцинированной соды с последующей промывкой горячей водой при температуре 66-75° С. Масляную полость теплообменника промойте водным раствором петролатума (4 %-ный) и каустической соды (5%-ный) с последующей промывкой горячей водой при температуре 90—95° С.
После промывки отверните крепежные гайки (см. рис. 59) и снимите верхнюю 8 и нижнюю 19 крышки. Снимите уплотнения 6 под верхней и нижней крышками, уплотнения
10 под перегородками этих крышек, а также промежуточное кольцо 17. Отверните крепежные гайки корпусов теплообменника. Спрессуйте нижний корпус 3, средний корпус 13 и верхний корпус 5 теплообменника.
После разборки теплообменника осмотрите, очистите охлаждающий элемент. При течи трубок по соединению с трубными досками устраните ее путем пайки припоем ПОС-40. Заглушите с обоих концов трубки, имеющие течь в других местах. Из общего количества 955 трубок глушите не более 20. Очистите промежуточное кольцо и замените резиновые уплотнения новыми. В случае нарушения бакелитового покрытия крышек восстановите его. После устранения дефектов соберите теплообменник в порядке, обратном разборке, и спрессуйте:
-
полость воды — на давление 0,6 МПа (6 кгс/см2) в течение 15 мин;
-
полость масла — на давление 1,5 МПа (15 кгс/см2) в течение 15 мин. Течи не допускаются.
Спрессованный теплообменник установите на тепловоз.
-
-
ВОЗДУХООЧИСТИТЕЛЬ
При осмотре особое внимание обратите на состояние фильтрующих элементов. Проверьте уровень и степень загрязненности масла. Проверьте величину проворота колеса (70—80 мм) по внешнему диаметру колеса за 1 ход штока привода.
Промывка подвижных кассет. Выньте кассеты из воздухоочистителей и выварите их в течение 15—20 мин в нагретом до 90—100° С водном растворе кальцинированной соды 1%, мыла 1%, жидкого стекла 1%. Разрешается применение 3—4%-ного раствора петролатума или 2—3%-ного моечной пасты. Продуйте кассеты сжатым воздухом и просушите в сушильном шкафу при температуре 90—100° С в течение 12—15 мин. Промаслите кассеты в дизельном масле. В течение 30—60 мин выдержите кассеты до прекращения обильного отекания масла, после чего просушите в сушильном шкафу в течение 2—3 мин.
При промывке кассет без снятия с тепловоза слейте из воздухоочистителя масло и залейте осветительный керосин до середины масломерного стекла. Очистите кассеты волосяной щеткой, слейте керосин и продуйте кассеты сжатым
305
воздухом. Залейте чистое масло и проверните колесо на один оборот для промасливания кассет.
Промывка неподвижных кассет. Выньте неподвижные кассеты из корпуса воздухоочистителя и промойте аналогично промывке подвижных кассет.
Замена масла. Слейте масло из корпуса воздухоочистителя и очистите маслоотстойник от грязи. Внутреннюю полость корпуса и маслоотстойник промойте осветительным керосином и продуйте сжатым воздухом. Закройте люки и залейте чистое масло.
-
ДИФФЕРЕНЦИАЛЬНЫЙ МАНОМЕТР
Постоянно следите за чистотой атмосферного отверстия и уровнем залитой жидкости. При остановленном дизеле уровень жидкости должен быть на отметке «О». В случае снижения уровня жидкости долейте до требуемой отметки воду с добавлением красителя (1—2% хромпика, чернила или другого вещества, не оставляющего налета, и 1—2% поваренной соли). Следите за состоянием контактов дифманометра.
Периодически проверяйте срабатывание механизма аварийной остановки дизеля при замыкании контактов дифманометра. Проверяйте при остановленном дизеле, искусственно создавая давление в дифманометре, при этом контроллер должен быть установлен на 2-ю позицию, а положения всех электрических аппаратов должны соответствовать работе дизеля на холостом ходу.
-
содержание .. 10 11 12 13 14 15 ..