|
содержание ..
90
91
92
93
94
95
96
97
98
99 ..
ЭЛЕКТРОЛИТИЧЕСКИЙ
СПОСОБ СНЯТИЯ ОЛОВА С ОТХОДОВ БЕЛОЙ ЖЕСТИ В ПРОИЗВОДСТВЕ ЖЕСТЯНОЙ
КОНСЕРВНОЙ ТАРЫ
АВТОКЛАВНЫЙ СПОСОБ П. И. ГУБЕНКО
И М. К. ГУБЕНКО СНЯТИЯ ОЛОВА С ОТХОДОВ БЕЛОЙ ЖЕСТИ
Отличительной особенностью этого способа является возможность получения
из отходов белой жести металлического олова на катодах электролитной
ванны. На рис. 172 показано расположение оборудования и общая
коммуникация электролитного цеха дли обработки 2-2,3 т скрапа в сутки с
получением 30—33 кг металлического олова.
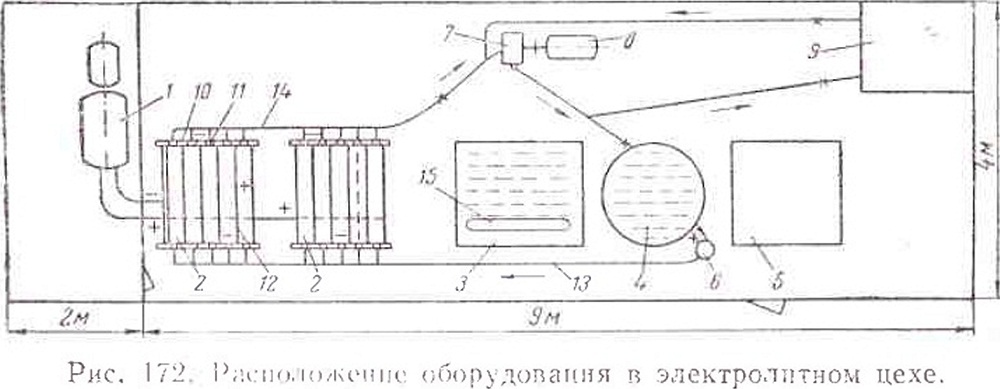
Электролитные ванны изготовлены из стали толщиной 3
мм. Внутренние размеры каждой ванны: ширина 660 мм, высота 1060 мм и
длина 760 мм. Рабочая емкость ванны 0,5 м3. Ванна сплошными
перегородками 12 разделена на пять отсеков. Снаружи она покрыта
асбестовой теплоизоляцией. Катодные шины 10 расположены на деревянных
прямоугольных брусьях, уложенных на ваннах. Каждая катодная
шина снабжена пятью зажимами 11, в которые
вставляются кронштейны катодов. В каждую ванну вставляется но пять
катодов, представл1яющих собой стальные листы толщиной 0,5 мм. Площадь
каждого из них с двух сторон равна 1 м2.
Ширина катода 600 мм, высота 1000 мм. Как видно из рис. 172, минусовую
шину генератора подключают к нишам катодных пластин, а плюсовую к
электролитным ваннам. Электролит из автоклава 4 подается в ванны 2 по
трубопроводу 13 через коллектор, расположенный в верхней части ванны.
СОРТИРОВКА И ВЗВЕШИВАНИЕ ОТХОДОВ
БЕЛОЙ ЖЕСТИ ПРИ ЭЛЕКТРОЛИТИЧЕСКОМ СПОСОБЕ
Отходы белой жести сортируют на две группы: скрап,
состоящим из обрезков жести, банок и листов жести, который следует
промывать горячей водой и обезжиривать в щелочном растворе; скрап,
покрытый лаком, загрязненный жиром и остатками консервной продукции.
который необходимо подвергнуть тщательной химической обработке с
удалением лакового покрытия и жира.

Обрезки жести, не требующие химической очистки,
промывают и ванне горячей водой (60-:--70° С) с содержанием каустической
соды 0,5%.
Рассортированный скрап вручную загружают в автоклавные корзины. Отходы
белой жести, крышки консервных банок следует загружать в корзины
возможно менее плотно, чтобы обеспечить нормальную циркуляцию
электролита при обработке скрапа в автоклаве. Поэтому в автоклавную
корзину диаметром 900 мм, высотой 1100 мм загружают не более 110 кг
скрапа.
Корзину, загруженную скрапом, с помощью электротельфера подают в бак 3.
В течение одной минуты скрап обезжиривается, после чeгo тельфером по
монорельсу его подают в автоклав 4.
ХИМИЧЕСКОЕ РАСТВОРЕНИЕ ОЛОВА С
ОТХОДОВ БЕЛОЙ ЖЕСТИ И ЕГО ЭЛЕКТРОЛИЗ
Электролитом для снятия олова с отходов белой жести служит 5%-ный
раствор едкого натра с постоянным содержанием в воде 2,5% окислителя (метанитробензойная
кислота).
Электролит приготовляют следующим образом. В наполненные водой
электролитные ванны и автоклав загружают кусками по 1,5—2 кг твердую
техническую каустическую соду из расчета 50 кг на 1000 л воды. Перед
окончанием растворения ее раствор подогревают до 80— 85° С, затем
загружают в него окислитель в количестве 25 кг на 1000 л и тщательно
перемешивают с помощью центробежного насоса до однородной концентрации.
Срок действия электролита 6—7 месяцев.
При загрузке корзин со скрапом в автоклав необходимо выключить
центробежный насос.
После загрузки скрапа автоклав закрывают и включают насос, который
обеспечивает непрерывную циркуляцию электролита в ваннах
и автоклаве.
При химическом растворении олова в растворе каустической соды в
присутствии окислителя элсктролитные ванны последует включать в
электрическую сеть. Содержание олова в электролите к моменту включения
ванн в сеть постоянного тока должно быть не менее 20—30 г на 1 л
раствора.
Осаждение металлического олова на электролита происходит в двух ваннах 2
(см. рис. 172),соединенных между собой последовательно. Олово осаждается
на подвешенных катодах, изготовленных из листов жести. Нерастворимыми
анодами служат перегородки 12, приваренные к корпусам ванн. Таким
образом, корпус электролитной ванны служит нерастворимым анодом.
Электролиз следует вести при напряжении тока на клеммах ванн 3,5—4,5 в
при плотности тока 200—300 а на 1 м2 площади катода.
Оптимальная температура при растворении олова в электролите 100—105° С,
при электролизе 85—95° С. Электролит в ваннах и автоклаве должен
полностью сменяться три-четыре раза в час.

Расплавленное олово периодически сливают из ванны
через патрубок 7, для чего печь наклоняют. Расплавленное олово сливают в
подогретые формы (изложницы), в которых отливают чушки весом до 25 кг.

Качество олова контролируют в лаборатории. Для
получения 1 т металлического олова требуется
электроэнергии в кет.
ч......................5300
пара в т....................................45
воды в т....................................125
каустической соды в т......................0,45
канифоли в т................................0,012
метанитробензойной кислоты в т............0,13
содержание ..
90
91
92
93
94
95
96
97
98
99 ..
|