содержание .. 92 93 94 95 96 97 98 99 100 ..
Сушильная печь для сушки цельнотянутых
консервных лакированных банок и крышек
Техническая характеристика сушильной печи
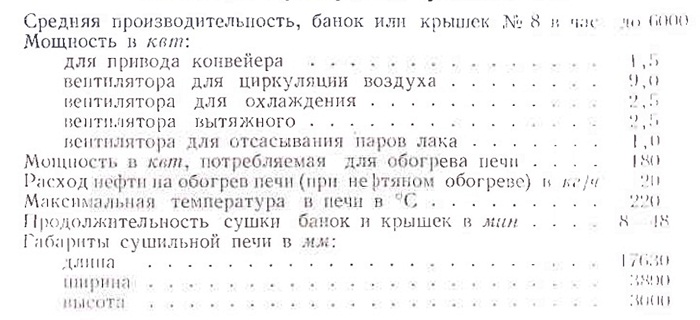
Печь служит для сушки лакированных банок и крышек
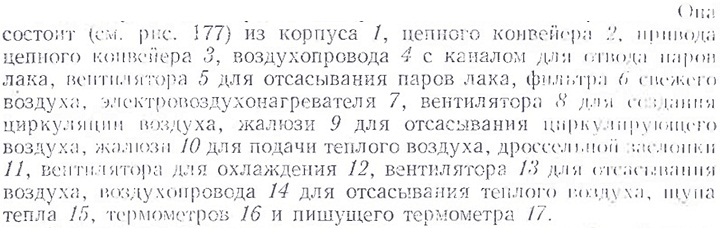
Корпус печи изготовлен в виде прямоугольного короба, обшитого
со всех сторон листовой сталью. Внутри короба, и
нижнем его зоне, имеются жалюзи, через которые в печь нагнетается
горячий воздух, в верхней зоне короба расположены аналогичной
конструкции жалюзи для отсасывания охлажденного воздуха.
На верхней плоскости корпуса расположен электровоздухонагреватель,
четыре электродвигателя и воздухопроводы.
Цепном транспортер предназначен для транспортировки
банок или крышек вдоль печи. Обе ветви цепного транспортера расположены
внутри печи. Цепной транспортер снабжен решеткой, на которой находятся
банки и крышки при перемещении их вдоль печи. Цепной конвейер приводится
в движение от электродвигателя 18 через клиноременную передачу, вариатор
скоростей и цепную передачу. С помощью вариатора скоростей можно
регулировать скорость движения цепного транспортера в отношении 1 : 6,
что дает возможность регулировать продолжительность сушки от 8 до 48
мин.
Сушильная печь разделена на зоны подсушки, обжига (прокалки) и
охлаждения.
Подготовка сушильной печи к работе сводится к тому, что сначала включают
электродвигатель вентилятора 8, затем воздухонагреватель и другие
вентиляторы, а при нагреве воздуха в печи до заданного
режима — ценной транспортер. Со стороны загрузки и
выгрузки транспортер снабжен выключателями, с помощью которых в случае
необходимости можно останавливать конвейер.
В процессе лакировки (применяется лак марки 41-Т/В-1) банки и крышки
пропускают через сушильную печь три раза. Первый раз, для прокаливания,
их пропускают нелакированными, для чего загружают непосредственно на
сетку цепного транспортера, минуя лакировочную машину. Прокаливание и
двуслойная лакировка производится при 190—195' С, а охлаждение — при 50
С.
Продолжительность нахождения банок и крышек в печи за одни цикл
прокаливания составляет около 26 мин.
Прокаленные банки и крышки выносятся из печи при температуре около 50'
С. и подаются на лакировочную машину, где путем орошения на внутреннюю
поверхность обрабатываемых изделий наносится первый слои .чаконой
пленки.
Из лакировочной машины банки и крышки поступают по наклонному

Обработанные изделия снимают с конвейера вручную. После этого их повторно пропускают через лакировочную машину и сушильную печь для нанесения и закрепления второго слоя лаковой пленки.
Все воздухопроводы снабжены дроссельными заслонками
для регулировки количества нагнетаемого и отсасываемого воздуха.
Регулируют их только при пуске установки. 5
Вентилятор 12 подает свежий воздух через жалюзи 20 в зону охлаждения
печи. Воздух, подводимый в зону охлаждения вентилятором 13, отсасывается
и направляется в атмосферу.
Датчик 15 предназначен для точного регулирования
заданной температуры печи м связан с реле, которое в зависимости от
температуры в печи включает или выключает электронагревательные
элементы, чем обеспечивается автоматическое регулирование температурного
режима.
При эксплуатации печи штауферные и другие масленки необходимо регулярно
наполнять консистентной смазкой. Ходовые ролики транспортера надо
регулярно смазывать теплоустойчивыми маслами.
При выключении сушильной печи вентилятор 8 после выключения транспортера
и электронагревательных элементов должен работать не менее 10 мин для
обеспечения равномерного охлаждения воздухонагревателя.
Сушильная печь описанной конструкции поставляется с электрическим и
нефтяным обогревом. При нефтяном обогреве печь дополнительно
комплектуется нефтяной форсункой, расходным баком, вентилятором для
подачи воздуха к форсунке и фильтром для очистки свежего воздуха,
подаваемого к форсунке.
содержание .. 92 93 94 95 96 97 98 99 100 ..