содержание .. 1 2 3 4 5 6 7 8 9 10 ..
ОСНОВНЫЕ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА ЖЕСТЯНЫХ КОНСЕРВНЫХ БАНОК
Для производства жестяных сборных банок необходимы жесть, уплотняющие
материалы, паяльные сплавы и растворы. При производстве
цельноштампованных банок требуются жесть, уплотняющие материалы и
материалы для смазки жести перед штамповкой банок.
БЕЛАЯ ЖЕСТЬ
В консервной промышленности применяют белую жесть
толщиной 0,20—0,38 мм, которая представляет собой тонкую листовую или
рулонную сталь, покрытую с двух сторон оловом.
В настоящее время используют белую жесть горячего лужения.
Эта жесть может быть покрыта лаковыми или эмалевыми
защитными покрытиями или применяется без них.
Кроме того, осваивается для производства консервных банок белая жесть
электролитического лужения, лакированная в рулонах, и белая рулонная
жесть электролитического лужения.
Белая листовая жесть
Белую листовую жесть изготовляют холоднокатаной и горячекатаной и
покрывают с обеих сторон оловом.

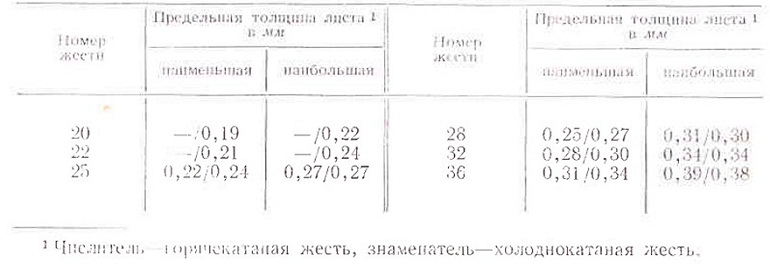
Допускаемые отклонения по длине и ширине листов приведены в табл. 1, а по толщине листов — в табл. 2.
Таблица 1

Таблица 2
Листы жест должны быть хорошо облужены, с глянцевой
чистой поверхностью без трещин, рванин, загнутых углов, плен, наплывов
олова, темных и ржавых пятен или точек. На них не должно быть отслоений
олова, незалуженных участков, окалины, земли, пятен масла и флюсов, а
также других дефектов.
Белую листовую жесть изготавливают из малоуглеродистой стали, в которой
должно содержаться (в процентах не более) углерода 0,17, марганца 0,5.
кремния 0.03, фосфора 0.09, серы 0,05.
В зависимости от толщины покрытия оловом белую
листовую к есть делят на три класса.
Количество олова, нанесенного на 200 см2 поверхности горячекатаной жести
или на 100 см2 листа, луженного с обеих сторон, должно составлять для
жести 1 класса 0.40- 0.46 г. для жести 1 класса 0,30—0,40 г. для жести
III класса 0.25—0,30 г. На лужение холоднокатаной жести I класса
расходуется 0,39—0,45 г олова, II класса
0,28—0,38 г, III класса 0,23—0,27 г.
При изготовлении консервных банок и крышек для
стеклянной консервной тары применяют жесть только I и II классов по
оловянному покрытию.
Жесть должна выдерживать без появления признаков надлома или отслоения
олова восьмикратный (холоднокатаная) и семикратный (горячекатаная)
перегиб на 90 вокруг губок тисков (радиус губок 1,5 мм).
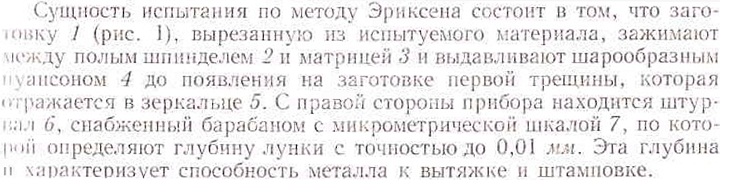
Жесть должна выдерживать испытание на выдавливание по методу Эриксена. В
табл. 3 указана минимальная глубина лунок, при которой не должны
появляться трещины и расслоение металла.
Таблица 3

При приемке листовую белую жесть подвергают наружному осмотру и обмеру в количестве I процента от предъявленных к сдаче ящиков жести (по не менее одного ящика), чтобы установить соответствие ее стандарту, и испытывают жесть на выдавливание, перегиб, на количество полуды и пористость (от каждых 10 000 листов отбирают по 3 листа).
Образцы для испытании чистовой белой жести необходимо вырезать, по схеме, приведенной на рис. 2.

Рис. 1. Прибор Эриксона дли испытания жести
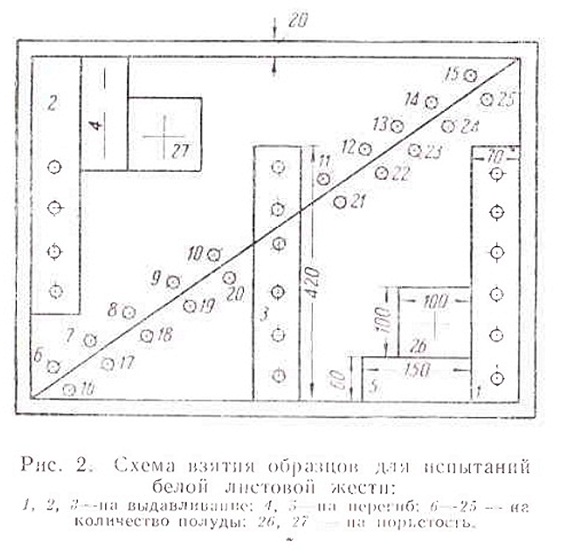
Рис. 2.
У контрольных листов обрезают кромку шириной 20 мм.
Центры
крайних лунок при испытании по методу Эриксена должны находиться на
расстоянии не менее 35 мм от кромки листа.
Толщину листа измеряют выборочно микрометром с точностью до 0,01 мм в
четырех точках посредине каждой стороны листа на расстоянии от кромки не
менее 15 мм.
Толщина листа в каждой точке измерения не должна
выходить за пределы, указанные для данного номера жести.
Для испытания на выдавливание из каждого отобранного листа вырезают
образцы. Па полоске пуансоном радиусом 10 мм выдавливают 3—6 лунок и
определяют для каждой из них глубину и появление трещим.
При испытании на перегиб из каждого листа вырезают две полоски шириной 20—60 мм. Затем полоски горячекатаной жести перегибают на 90 семь раз, а полоски холоднокатаной жести — восемь раз. Перегибать необходимо в тисках вокруг губок радиусом 1,5 мм, постукивая жесть деревянным молотком.
Для определения количества полуды лист белой жести разрезают по диагонали. Калиброванным штампом из каждой половины листа на равном расстоянии один от другого выштамповывают по 10 образцов (площадь каждого образца 1 см2). В две узкогорлые плоскодонные колбы емкостью 250 мл наливают по 60—80 мг соляной кислоты плотностью 1,19 г/см:3 нагревают до кипения и опускают по 10 образцов. Колбы закрывают пробкой с клапаном Бунзена и кипятят раствор
до полного растворения образцов, после чего в него вводят кусочки крупнозернистого мрамора, закрывают колбу и раствор охлаждают.
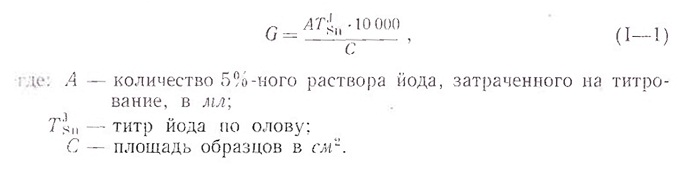
Холодный раствор с остатком нерастворимого мрамора титруют до синей окраски 5%-иым раствором иода в присутствии 5мл 1 %-ного раствора крахмала. Среднее количество мода, затраченного на титрование двух параллельных проб, пересчитывают на количество полуды по формуле:
Белая рулонная жесть горячего лужения
Рулонную (ленточную) холоднокатаную жесть, покрытую с обеих сторон слоем
олова, выпускают двух марок: ЖК (жесть консервная) и ЖР (жесть разная).
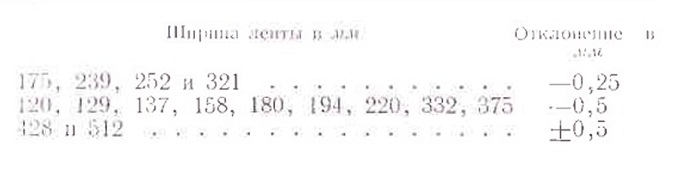
Ширина ленты рулонной жести может быть 120, 129, 137, 158,
175, 180, 194, 220, 239), 252, 332, ,375, 428 и 512 мм, причем допускаются следующие отклонения:
Толщина рулонной жести и допускаемые отклонения указаны я табл. 4.
Т а б л и ц а 4

Рулон должен состоять не более чем из двух кусков
длиной не менее 30 м, весом от 50 до 80 кг.
Количество олова на 100 см2 ленты (полуда с двух сторон) для жести 1
класса составляет 0,40—0,46 г, для жести II класса — 0,30— 0,39 г.
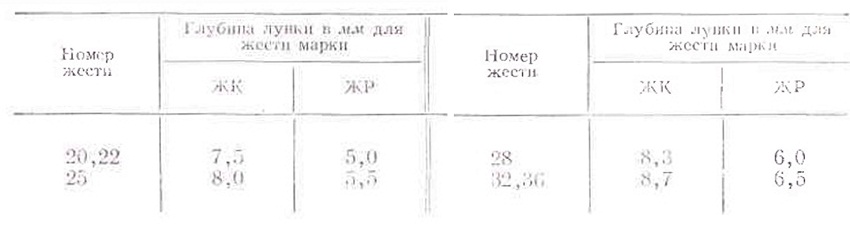
Жесть, из которой вырабатывают консервные банки (от № 20 до № 36),
должна выдерживать испытание по методу Эриксепа (табл. 5).
Таблица 5
Жесть марки ЖК должна выдерживать восьмикратный, а марки ЖР — шестикратный перегиб на 90° вокруг губок радиусом 1,5 мм без признаков надлома или отслоения олова.

Толщину ленты измеряют микрометром (с точностью до 0.01 мм) выборочно в четырех точках с двух сторон ленты. Толщина в этих точках не должна превышать пределы допусков для данного номера жести

Количество полуды определяют йодометрическим или
весовым способом.
Рулоны надо хранить в сухих закрытых помещениях в таком положении, чтобы
ось рулона pacпологалась, вертикально.
содержание .. 1 2 3 4 5 6 7 8 9 10 ..