содержание .. 13 14 15 16 ..
Коробка передач GRS900 грузовиков Scania. Руководство - часть 15
Промежуточный вал
05:03-02
33
Сборка
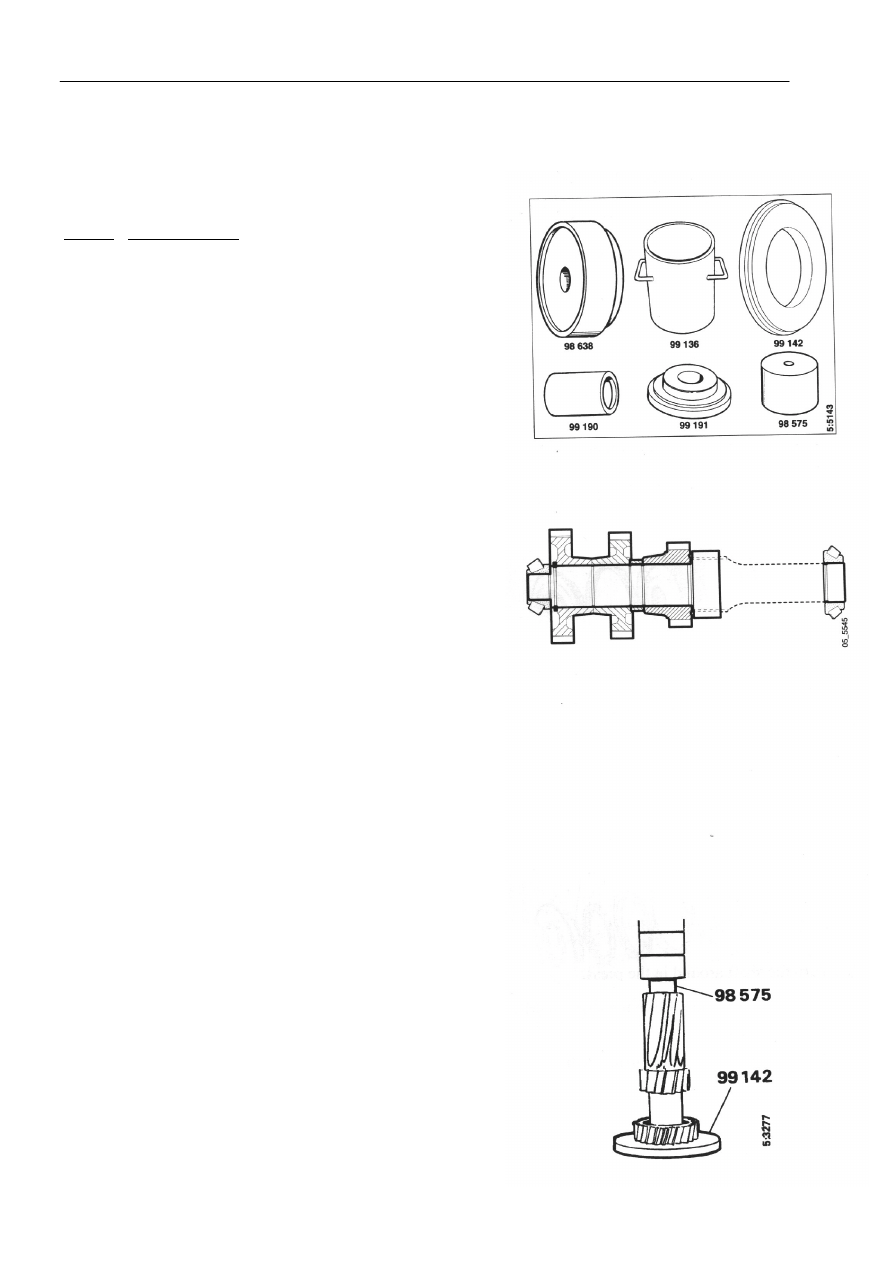
Специальные инструменты
Номер Наименование
98 638 Оправка
99 136 Полая оправка
99 142 Опорное кольцо
99 190 Оправка
99 191 Оправка
98 575 Опорная оправка
Все три шестерни напрессованы на промежуточный вал.
Перед напрессовкой шестерен на вал их поверхности
должны быть тщательно обработаны с использованием
обезжиривающего растворителя. Затем необходимо
нанести герметизирующий состав 584 075 (Loctite 16
705) и распределить его равномерно по обеим
поверхностям для обеспечения надежности соединения.
Промежуточный вал
Примечание: В случае, если будет применен
ненадлежащий герметизирующий состав, правильная
сила давления не может быть достигнута. Это может
привести к тому, что шестерни будут вращаться на
промежуточном валу.
Для обеспечения прочности соединения сила давления,
применяемая при монтаже, должна составлять как
минимум 300 кН (30 тонн) у нижних частей шестерен.
1
Поместить вал на опорное кольцо 99 142 и
напрессовать шестерню второй передачи.
Обеспечить защиту торца вала, используя опорную
оправку 98 575.
Примечание: Сила давления должна составлять, как
минимум, 300 кН (30 тонн).