Discovery 2. Manual - part 425
ENGINE - TD5
OVERHAUL 12-1-97
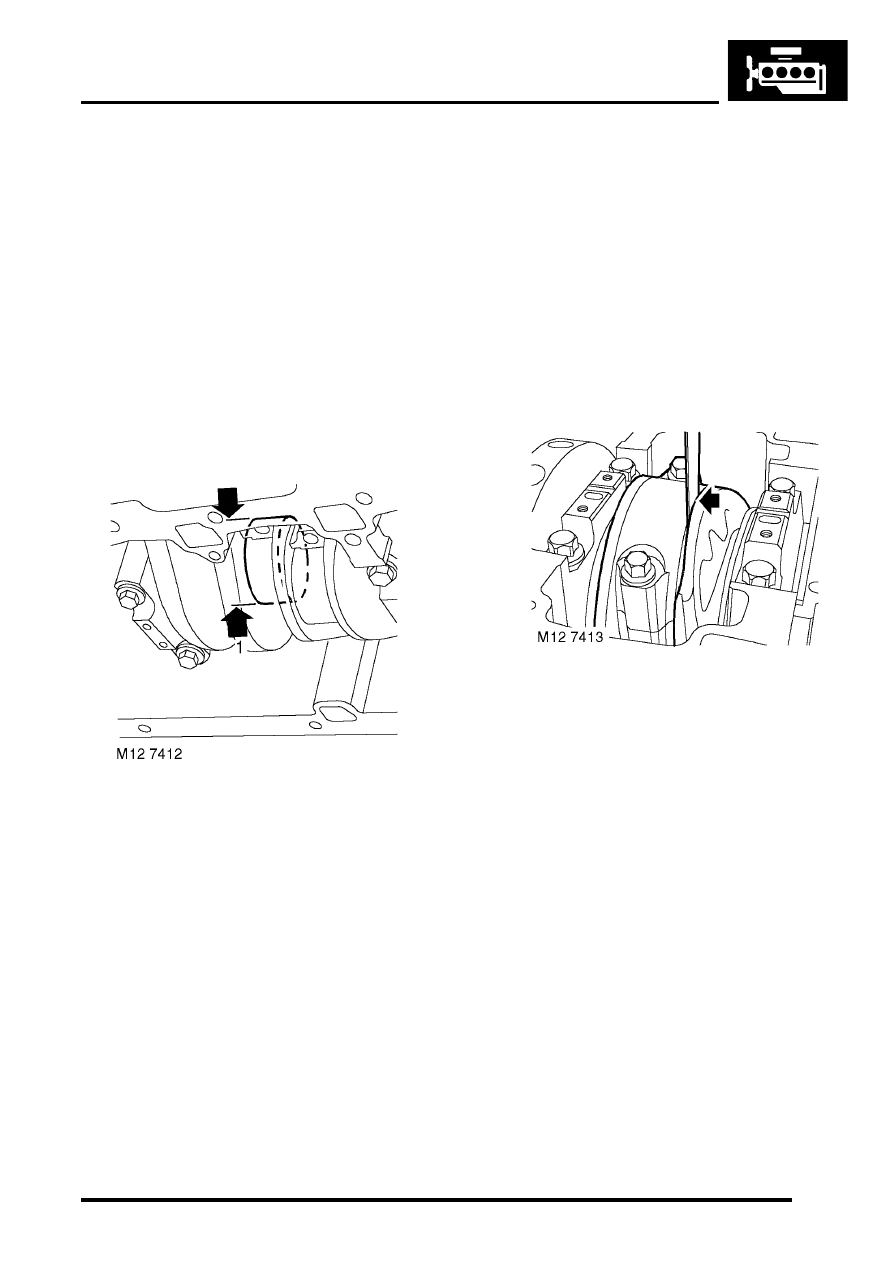
8. Remove and discard big-end bearing shell
from connecting rod.
NOTE: Engine Serial No. Prefixes 10P to 14P:–
The 'sputter type' connecting rod bearing shells
fitted to these engines, identified by them
having a slightly darker colour than the bearing
cap shells should be replaced with the 'plain
type' bearing shells fitted to Engine Serial No.
Prefixes 15P to 19P.
9. Repeat above procedures for remaining big-
end bearings. Keep bearing caps in their
fitted order.
Inspection
1. If crankshaft is to be removed, big-end
bearing journals should be checked when
crankshaft is inspected.
2. Check each big-end bearing journal for scoring,
wear and ovality, make 3 checks at 120
°
intervals in centre of journal:
l
Big-end bearing journal diameter = 54.000
±
0.01 mm (2.125
±
0.0004 in)
CAUTION: Big-end journals may not be
ground undersize, only one size of big-end
bearing shell is available and if journals are
found to be scored, oval or worn, crankshaft
must be replaced. Big-end bearing shells
must be replaced whenever they are
removed.
Reassembly
1. Clean connecting rod journals and bearing
shell locations.
2. Lubricate new big-end bearing shells with
engine oil and fit to connecting rods and
bearing caps.
CAUTION: Do not fit the 'sputter type'
bearings fitted to early engines.
3. Rotate crankshaft until No.1 big-end bearing
journal is at BDC.
4. Taking care not to damage oil squirt jet or to
displace bearing shell, pull connecting rod on
to crankshaft journal.
5. Check that bearing shell is correctly located in
big-end bearing cap.
6. Fit No.1 big-end bearing cap ensuring that
reference marks are aligned
7. Fit new big-end bearing cap bolts and tighten
to:
l
Stage 1 - 20 Nm (15 lbf.ft)
l
Stage 2 - Further 80
°
CAUTION: Do not carry out stages 1 and
2 in one operation.
8. Carefully move connecting rod to one side of
journal and using feeler gauges measure end-
float of connecting rod on journal:
l
Connecting rod end-float = 0.2 to 0.5 mm
(0.008 to 0.021 in)
9. Repeat end-float check for remaining
connecting rods.
10. If end-float exceeds limits given, replace
connecting rod and repeat end-float check.
ENGINE - Td5, OVERHAUL, Pistons,
connecting rods and cylinder bores.
11. Fit oil pump.