Defender 90 / 110 / 130. Manual - part 34
2.50
LITRE DIESEL ENGINE
Whilst this is rarely
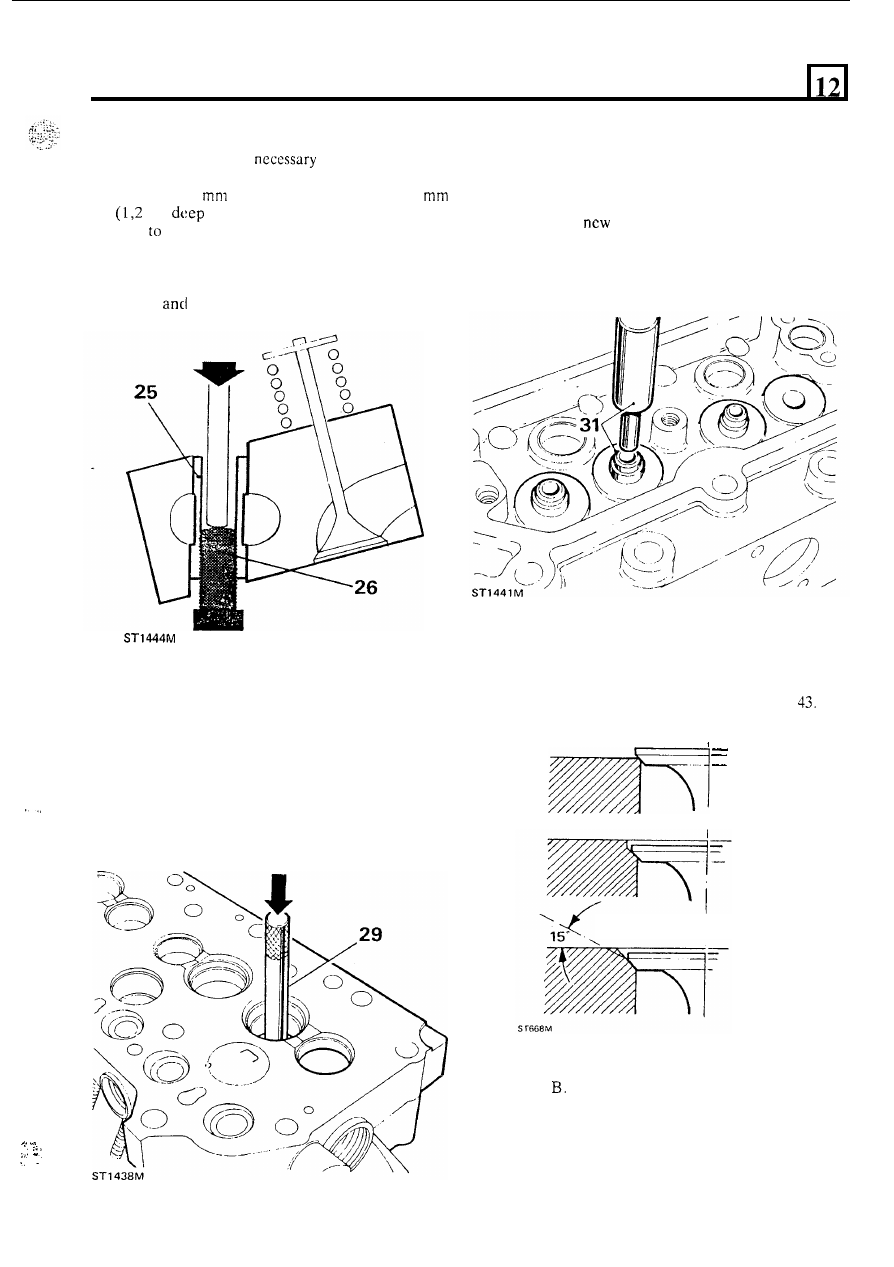
the procedure is
nevertheless as follows:
25.
Using an
8
taper tap, cut a thread
30
in)
in
the combustion face end of the
tube
be removed.
26. Screw an appropriate bolt into the tube and press
out the tube as illustrated.
27. Smear both ends of a new tube with silicone rubber
sealant
press i t into the cylinder head.
chambers face downwards. Since the inlet and
exhaust valve guides are dimensionally different
it
is important that the correct-guides are fitted to the
appropriate ports.
31. Lubricate
guides with engine oil and using
special drift 600959 for the exhaust and 601508 for
the inlet valve guides
or suitable alternatives, drive
in the n e w guides until the shoulder is flush with
the casting.
Reface cylinder head valve
seats
32. Damaged
or worn valve seats can be refaced
provided they are not abnormally wide due to
repeated refacing operations. See instruction
Renew valve guides
28. Support the cylinder head, combustion chamber
uppermost on pieces of timber
of sufficient
thickness to allow clearance for the valve guides to
be driven out.
274401 for exhaust guides or suitable alternatives
29. Using special drift 274400 for
inlet
guides and
drive out the old guides from the combustion face
A
I
,
,..
side.
I
A.
Correctly seated valve
Undesirable condition
C. Method of rectification
B
C
55