Iveco Daily. Manual - part 96
75410
75411
75412
75413
Figure 130
Figure 131
Figure 132
Figure 133
Fit the gasket (4) and the frame (3) onto the oil sump (1).
Screw down the fixing screws (2) and tighten them to the
prescribed torque.
Screw down the oil drain plug (5) and tighten it to the
prescribed torque.
Place the cylinder head (1) on the mounting SP.2271 (7).
Remove the brackets (6) for lifting the engine.
Use the wrench SP 2262 to remove the timing sensors (2 and
3).
Take out the screws (5) and remove the thermostat casing
(4).
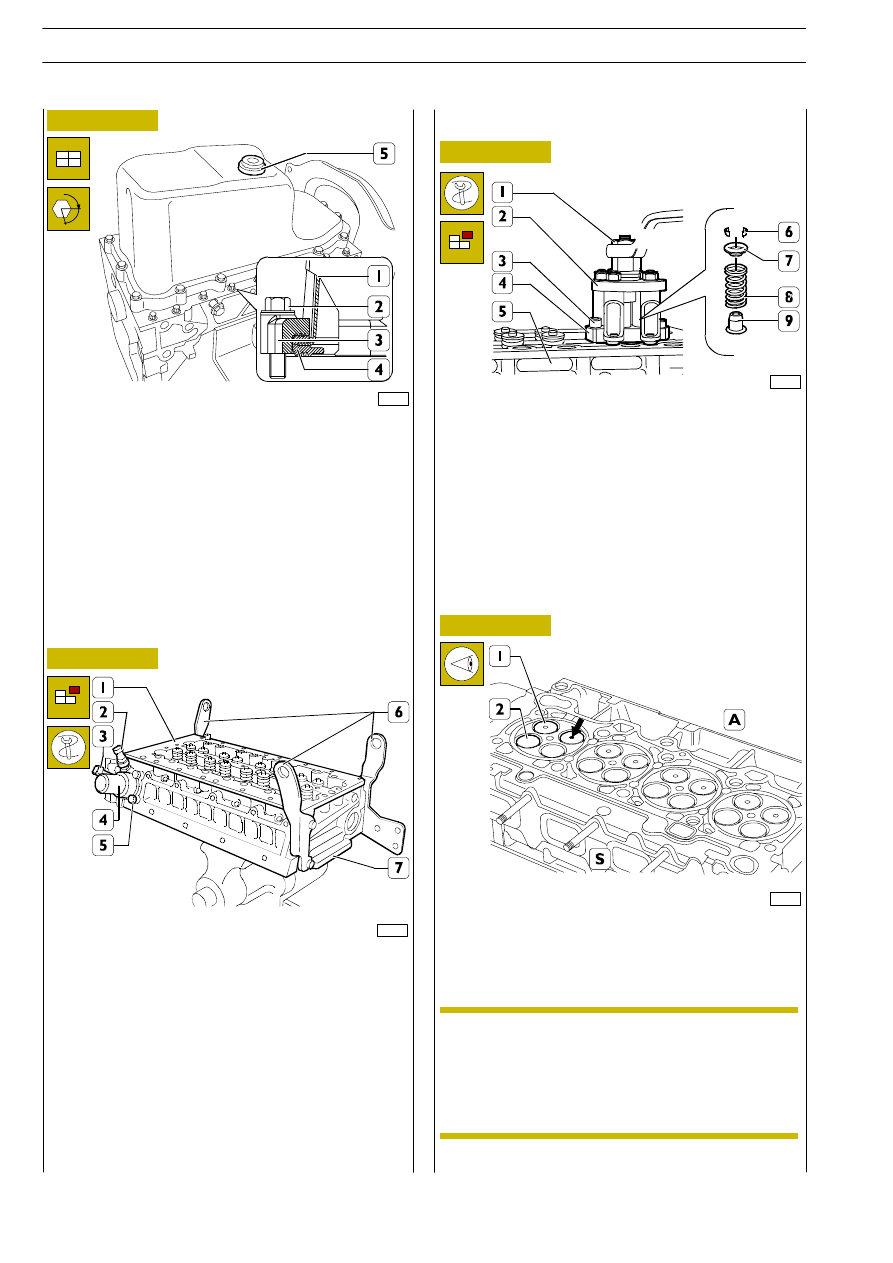
Fit part (4) of tool 99360260 onto the cylinder head (5) and
secure it with the screws (3).
Fit part (2) of tool 99360260 onto part (4), screw down the
nut (1) so that on compressing the springs (8) it is possible
to remove the cotters (6). Then take out the plates (7) and
the springs (8).
Using suitable pliers, remove the oil seal (9).
Repeat these operations on the remaining valves.
Turn the cylinder head over.
The intake (1) and exhaust (2) valves have the same diameter
mushroom.
The central cavity (
→) of the mushroom of the intake valve
(1) is distinguished from that of the exhaust valve (2).
α
560610
CYLINDER HEAD
Disassembly
541210
Removing valves
Remove the intake (1) and exhaust (2) valves.
Before dismounting the valves from cylinder head,
number them, to the purpose of being able to
remount them in the position that was found on
dismounting operation where they should not be
replaced.
A = intake side — S = exhaust side
NOTE
F1A ENGINE
D
AILY
362
Base - May 2004