Iveco Daily. Manual - part 95
74948
41104
Figure 112
Figure 113
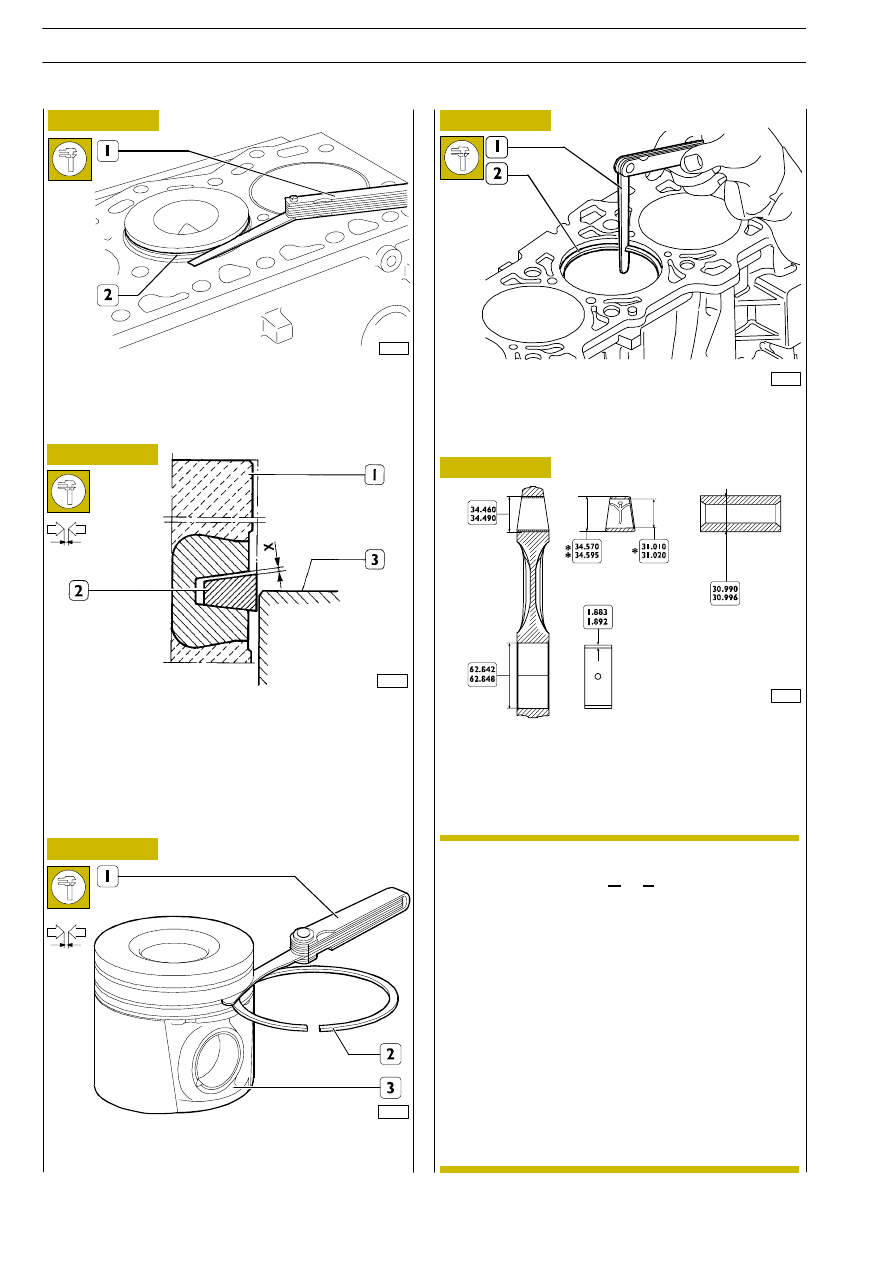
Check the clearance between the trapezoidal ring (2) (1
st
slot) and the associated slot on the piston with a feeler gauge
(1), proceeding as follows: insert the piston into the cylinder
liner so that the ring (2) comes approximately half way out
of it.
DIAGRAM FOR MEASURING THE CLEARANCE X
BETWEEN THE FIRST PISTON SLOT AND THE
TRAPEZOIDAL RING
1. Piston slot — 2. Trapezoidal piston ring —
3. Cylinder liner
Using a feeler gauge (1, Figure 112), check the clearance (X)
between the ring (2) and the slot (1); this clearance must
have the prescribed value.
75398
Figure 114
Check the clearance between the piston rings (2) of the 2
nd
and 3
rd
slot and the associated seats on the piston (3) with
a feeler gauge (1).
75400
75399
Figure 115
Figure 116
Check the opening between the ends of the piston rings (2)
inserted in the cylinder liner using a feeler gauge (1).
MAIN DATA OF THE CONNECTING ROD, BUSHING,
PISTON PIN AND BEARING SHELLS
*
Internal diameter to obtain after driving into the small
end and grinding with a reamer.
**
Dimension cannot be measured in the free state.
*** Thickness of the bearing shell supplied as a spare part.
540830
Connecting rods
- with a number indicating the weight class of the
connecting rod mounted in production.
In addition, it could be stamped with the number of the
cylinder in which it is fitted.
In the event of replacement it is therefore necessary to
number the new connecting rod with the same number as
the one replaced.
The numbering must be done on the opposite side to the
bearing shell retaining slots.
The connecting rods are supplied as spare parts with the
diameter of the big end 62.842 — 62.848 mm marked with the
letter O and the weight class marked with the number 33.
It is not permissible to remove material.
Each connecting rod has its cap marked:
- with a letter: O or X indicating the diameter
class of the big end mounted in production;
NOTE
F1A ENGINE
D
AILY
358
Base - May 2004