Iveco Daily. Manual - part 93
75299
45066
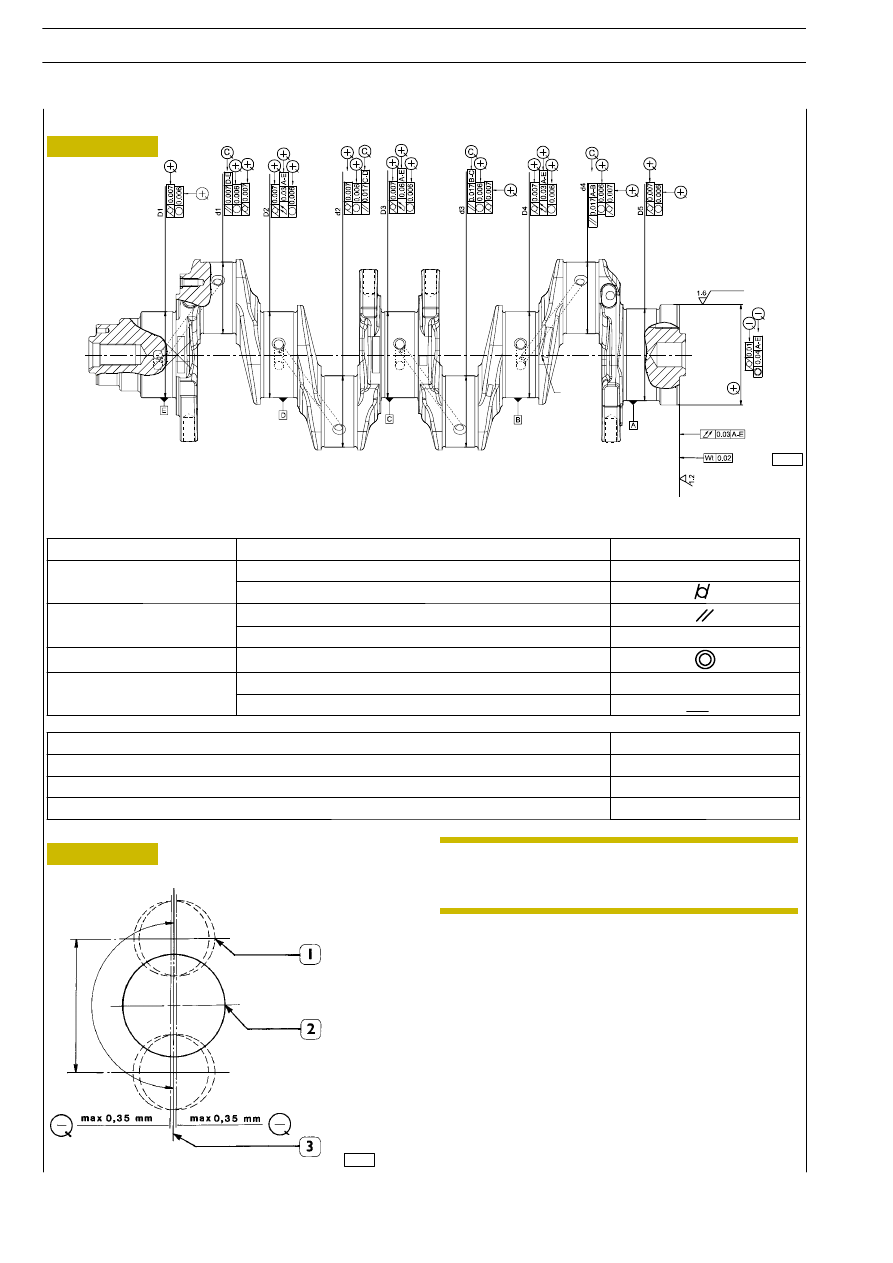
Figure 79
Figure 80
MAIN CRANKSHAFT TOLERANCES
SYMMETRY
BETWEEN
MAIN
JOURNALS
AND
CRANKPINS
1.
Crankpins
2.
Main journals
3.
Normal position
Checking crankshaft
After grinding, keep to the following:
- Round off the edges of deburring the holes for
lubrication of the main journals and crankpins.
94
±
0,125
180
°±
15’
The checks on the tolerances indicated in the
figures must be made after grinding the crankshaft
pins.
NOTE
F1A ENGINE
D
AILY
350
Base - May 2004
TOLERANCE CHARACTERISTIC
SYMBOL
SHAPE
Circularity
○
SHAPE
Cylindricality
DIRECTION
Parallelism
DIRECTION
Perpendicularity
⊥
POSITION
Concentricity or coaxiality
OSCILLATION
Circular oscillation
↗
OSCILLATION
Total oscillation
↗↗
CLASS OF IMPORTANCE ASCRIBED TO THE PRODUCT CHARACTERISTICS
SYMBOL
CRITICAL
E
IMPORTANT
⊕
SECONDARY
⊝