HM484Q Engine. Manual - part 20
Cylinder block and crank connecting rod mechanisms
71
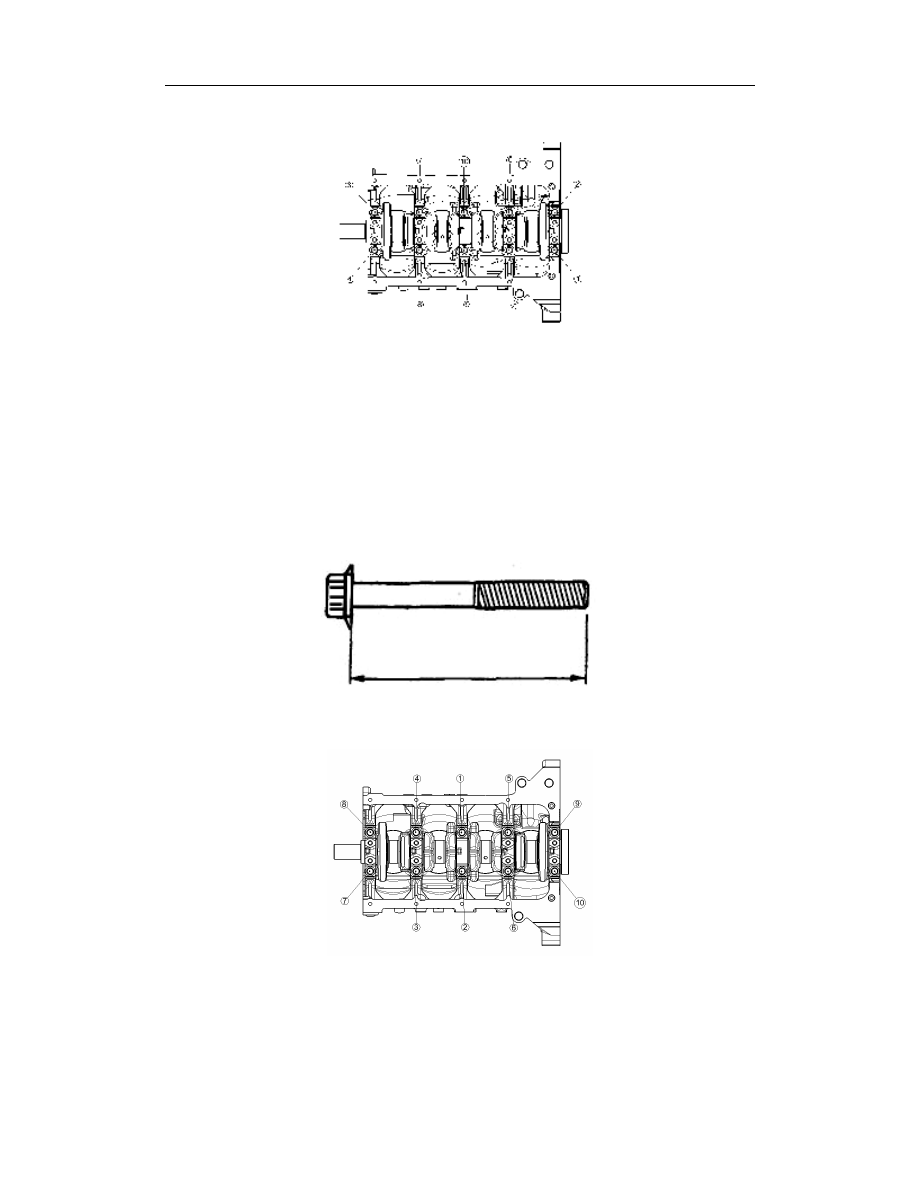
2. As shown in Fig., unscrew the main bearing cap bolt in several steps.
Disassembly of crankshaft
Check the main journal clearance (See
——this section, Check/Repair of Crankshaft).
Installation of main bearing cap
1. Measure the length of each bolt. Replace when the standard value is exceeded.
Standard length: 67.7~68.3mm {2.665~2.689in}
Max.length: 68.7mm {2.705in}
2. Tighten the bolts in several steps as per the order shown in Fig.