Snowmobile Arctic Cat (2000 year). Manual - part 27
Assembling Engine
(800/1000 cc Models)
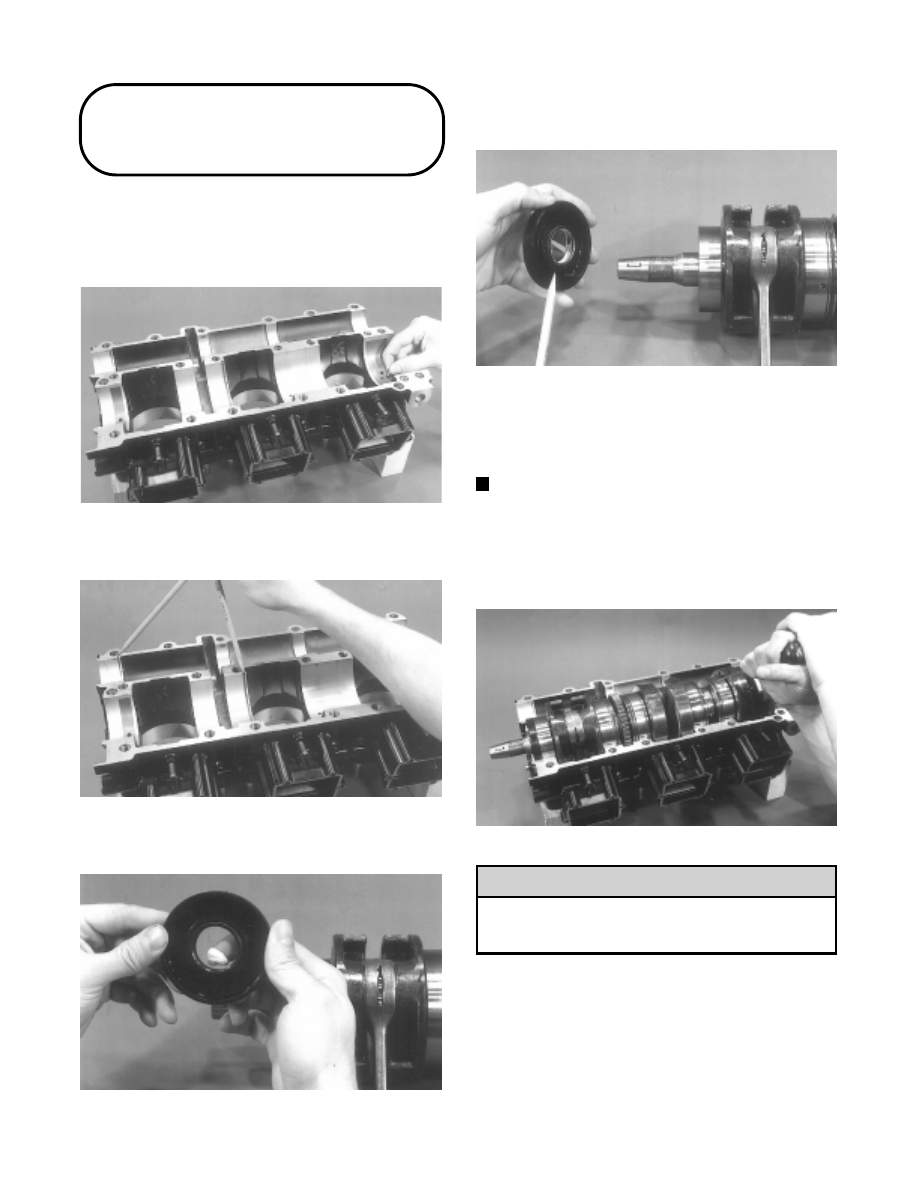
1. Set the top half of the crankcase on the work bench
with a wooden block under each end; then install
the seven bearing locating pins into the crankcase.
Fig. 2-396
AQ048
2. Install the two C-clips into the crankcase.
Fig. 2-397
AQ049
3. Apply bearing grease to the lips of the end seals.
Fig. 2-398
AQ050
4. Install the two end seals onto the crankshaft with
the spring side facing the bearing.
Fig. 2-399
AQ051
5. Set the crankshaft into the crankcase. Rotate each
bearing until its hole in the outer race drops onto the
locating pin. Check each bearing to make sure it is
properly positioned.
NOTE: To check the bearing for proper position,
place the point of a sharp tool into the dimple found
in the bearing race. Strike the tool with palm of the
hand in either direction. If the bearing moves, it isn’t
positioned correctly and must be rotated until it
drops onto the pin.
Fig. 2-400
AQ052
If the bearings are not properly seated during
assembly, the crankcase halves will not seal
tightly and severe engine damage will result.
6. The sealing rings must be located so none of the end
gaps align. Rotate the rings to “stagger” the end
gaps.
! CAUTION
2-92