Snowmobile Arctic Cat (2000 year). Manual - part 16
4. Inspect the oil-injection pump drive gear for any
signs of worn or chipped teeth. If either condition
exists, replace the gear.
Fig. 2-201
AQ043
NOTE: Lubricate bearings thoroughly prior to
assembly.
REMOVING OUTER
CRANKSHAFT BEARINGS
! WARNING
Safety glasses must be worn when spreading
bearings.
NOTE: Steps 1-3 are for removing the MAG-side
bearing.
1. Place a bearing support (block of wood, etc.)
beneath the MAG-side bearing.
A bearing support must be positioned beneath
the bearing that is being removed to prevent
crankshaft damage.
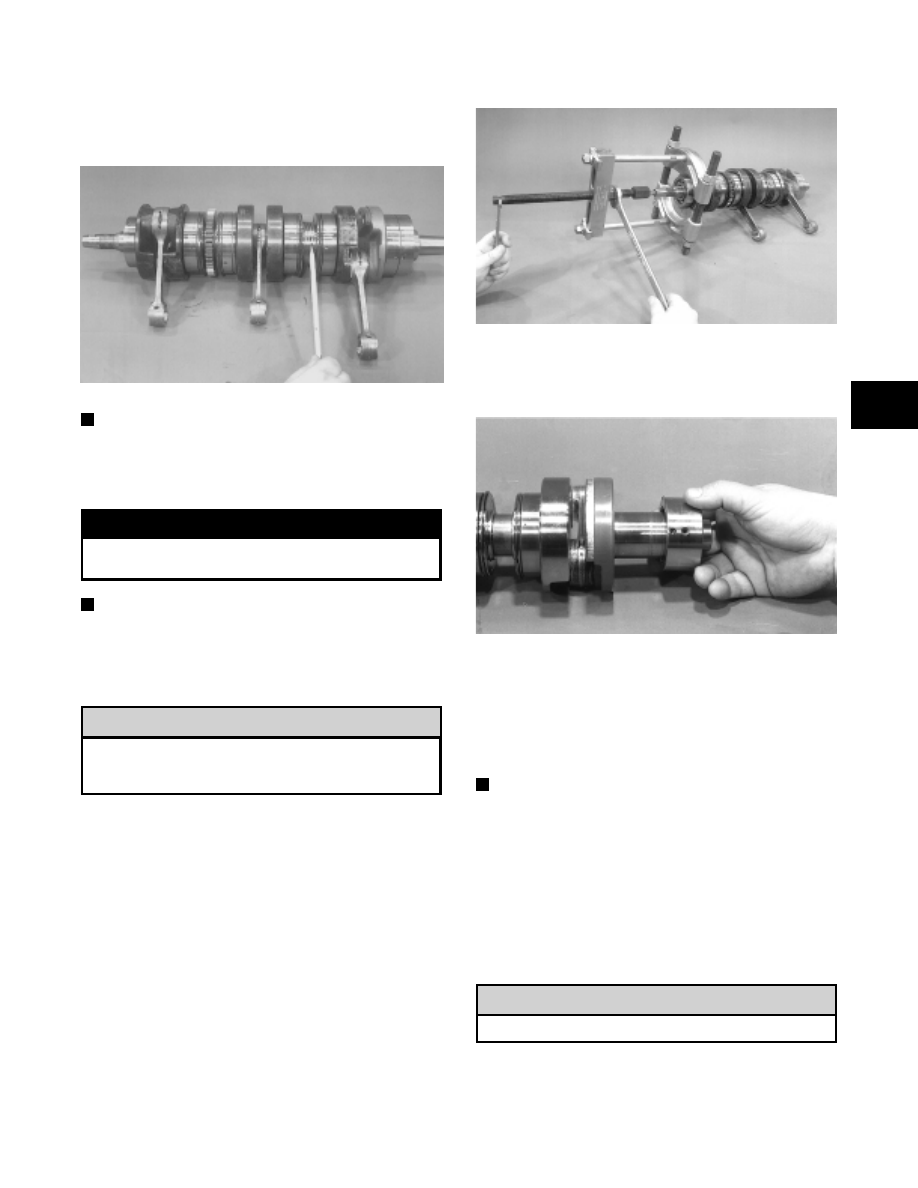
2. Drive a chisel or bearing splitter between the
bearing race and crankshaft counterweight until the
bearing is spread far enough to install the jaws of
the crankshaft bearing remover.
3. Place the protective cap on the crankshaft end; then
using the Crankshaft Bearing Remover (p/n
0144-302), remove the bearing from the end of the
crankshaft. Account for any shim(s). Note the
position of the dowel pin hole.
Fig. 2-202
AQ045
4. The PTO-side bearing may be removed simply by
sliding the bearing off the PTO end.
Fig. 2-203
AN151A
5. Inspect the crankshaft bearing area for wear. If any
wear is noted on either end, replace the crankshaft
end.
INSTALLING OUTER
CRANKSHAFT BEARINGS
NOTE: Steps 1-3 are for installing the MAG-side
bearing.
1. Wrap a thick towel around the crankshaft; then
secure the crankshaft vertically in a vise.
2. Heat the bearing either by placing the entire bearing
in a pan of oil on a hot plate or by squirting oil into
the bearing and using a propane torch to heat the
inner race of the bearing until a slight smoke is
noted coming from the bearing.
DO NOT overheat the bearing.
! CAUTION
! CAUTION
2
2-47