ГКИНП-05-138-80. РУКОВОДСТВО ПО ПОДГОТОВКЕ КАРТ К ИЗДАНИЮ МЕТОДОМ ГРАВИРОВАНИЯ - часть 4
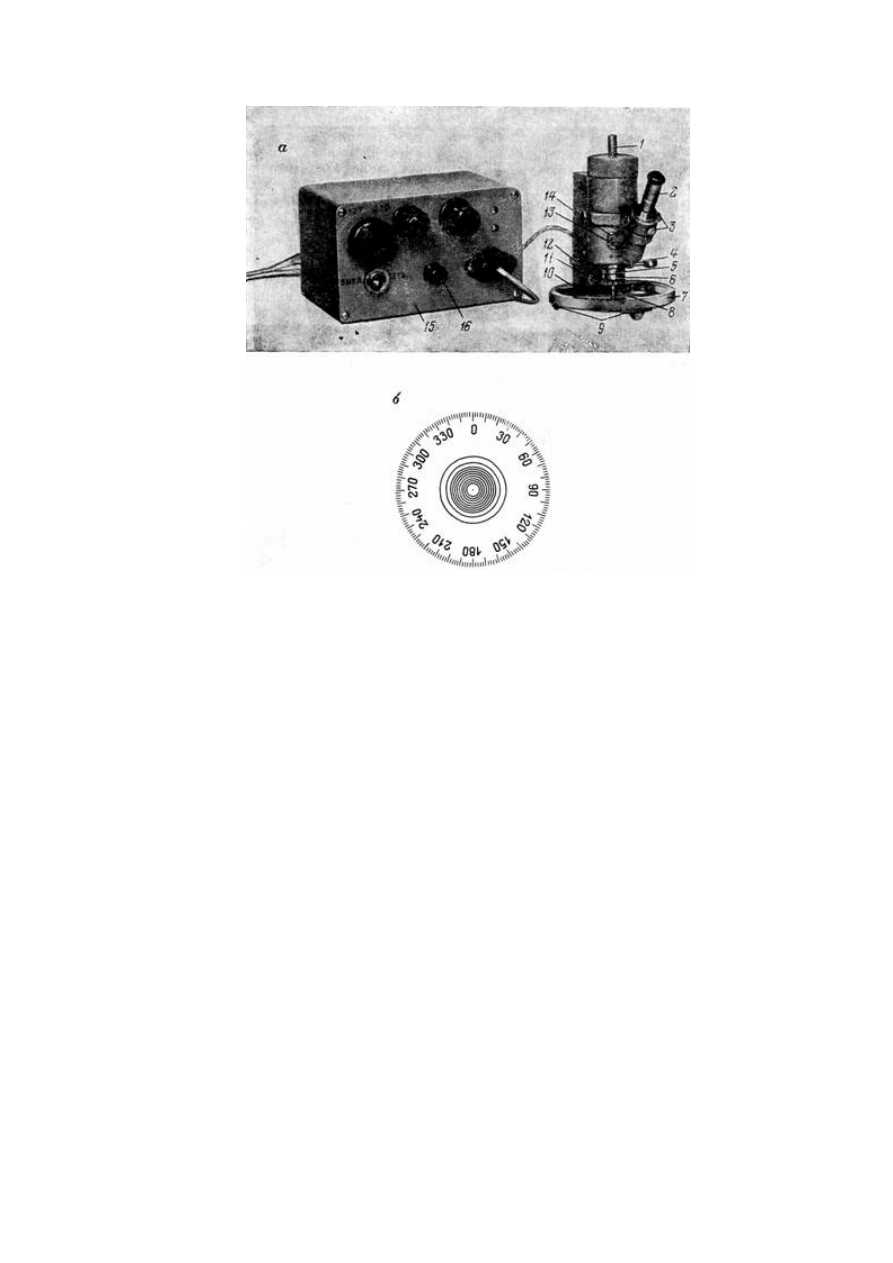
Рис. 3
Для ориентирования основания резца по радиусу его вращения на нижней стороне
шпинделя и на резце нанесены ориентирные штрихи, которые совмещаются при установке
резца в прибор.
Резец 8 вместе со шпинделем имеет небольшой вертикальный ход, регулируемый при
помощи упорного винта 11, который на некоторых приборах находится с задней стороны
стойки. Вниз это движение происходит под действием пружины 13, а вверх - под действием
возвратной пружины рычажного устройства. В нерабочем положении резец приподнят над
оригиналом под давлением пружины рычага. При нажатии на рычаг 4 шпиндель вместе с
резцом опускается под давлением своей пружины, гравируя необходимый условный знак.
Давление на резец регулируется с помощью гайки 14, которая сжимает или разжимает
пружину, увеличивая или уменьшая ее давление на резец. Направления вращения гайки
указаны знаками плюс и минус.
Вращение резцу передается через гибкий привод от электродвигателя, укрепленного на
стойке прибора. С левой стороны стойки имеется выключатель электродвигателя 12.
Питание на электродвигатель подается от блока 15, который подключается к электросети
переменного тока напряжением 127 или 220 В. На передней панели блока питания имеется
ручка 16 для регулирования скорости вращения резца.
Центрирование прибора над гравируемым условным знаком осуществляется с помощью
микроскопа 2, в котором имеется сетка нитей. По горизонтальной и вертикальной линиям
сетки нанесена шкала, используемая для правильного расположения окружностей
относительно других условных знаков (касание окружностями береговой линии, дорог и т.
д.), а также для гравирования окружностей или точек через определенные интервалы. При
гравировании окружностей и точек, не требующих точной центрировки, центриром служит
сам резец.
К прибору выпускаются три набора резцов - два основных и один дополнительный: резцы
гравировальные круговые ГРК-ТО; ГРК-ТД; ГРК-ГО. Наборы резцов ГРК-ТО (основной) и