содержание .. 1 2 3 4 ..
ГКИНП-05-138-80. РУКОВОДСТВО ПО ПОДГОТОВКЕ КАРТ К ИЗДАНИЮ МЕТОДОМ ГРАВИРОВАНИЯ - часть 3
эксцентриситетов гнезда и резца совпадают или диаметрально противоположны. В первом
случае эксцентриситет резца увеличивают, во втором - уменьшают. Больший эксцентриситет
придают резцу при гравировании линий, имеющих небольшую кривизну, меньший - при
гравировании извилистых линий. Крепление резца в приборе происходит за счет
подпружинивания его оси, благодаря разрезу, сделанному в верхней части резца.
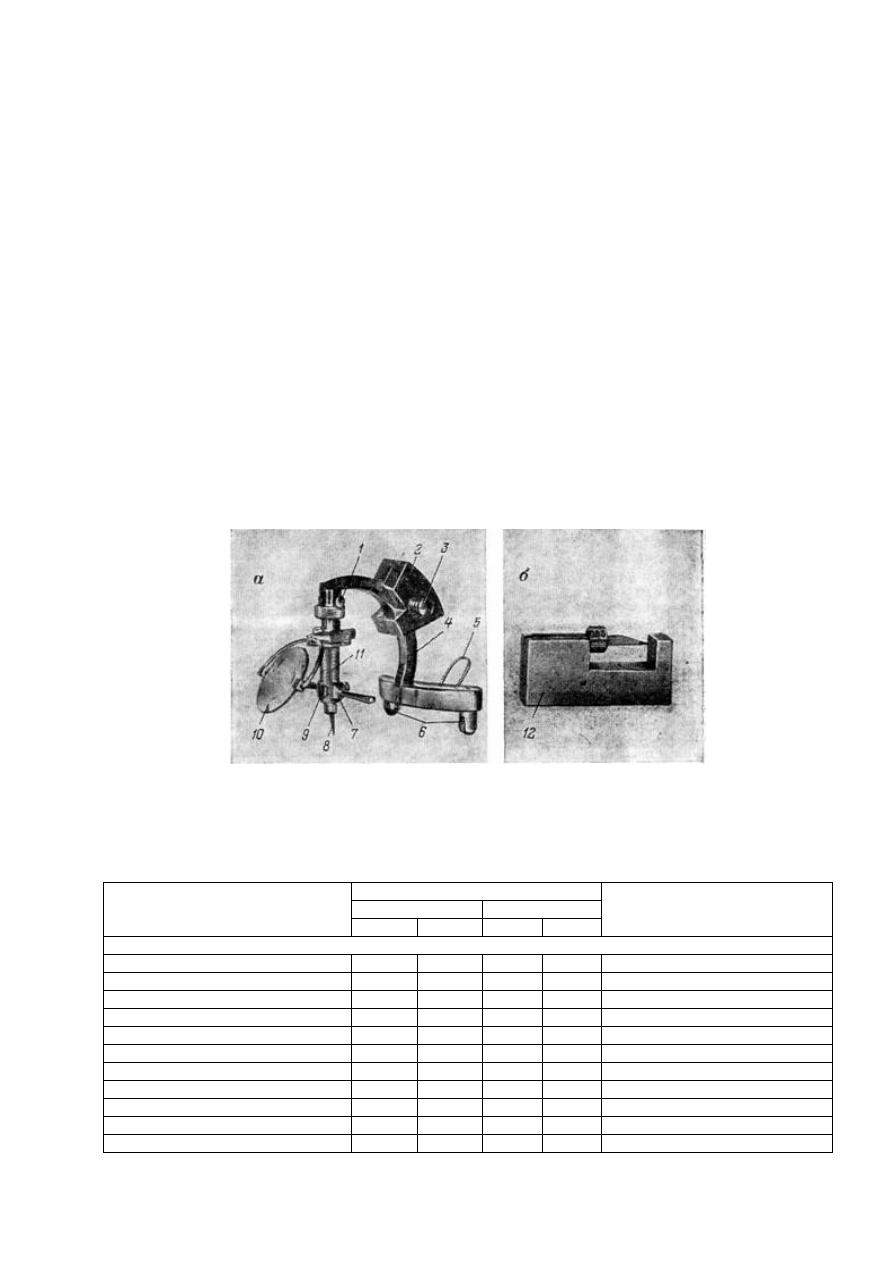
Давление на резец задается и регулируется при помощи груза 2, передвигающегося по
стойке прибора. Необходимое положение груза фиксируется стопорным винтом 3. При
гравировании топких линий груз можно снимать с прибора.
Гравирование прибором можно выполнять одной и двумя руками. При гравировании
одной рукой прибор держат за поворотную втулку 11, в нижней части которой имеется вырез
9, предназначенный для придерживания вращающейся оси во время установки в нее резца.
При гравировании двумя руками на втулку надевают кольцо с двумя ручками 7. В случае
необходимости на втулке крепится съемная лупа 10 с увеличением 2
×
. Вверху над втулкой
имеется стопорный винт 1, предназначенный для закрепления оси при гравировании по
линейке или трафарету. При гравировании по лекалу винт переставляют в нижнюю часть
втулки для скрепления ее с осью.
Для установки прибора в нерабочее положение имеется специальная скоба 5, служащая
упором.
В комплект прибора входит приспособление для установки упорной гайки резца 12 (рис.
1, б).
Рис. 1
К прибору ГПЛ выпускаются четыре набора резцов - два основных и два дополнительных:
резцы гравировальные линейные ГРЛ-ТО; ГРЛ-ТД; ГРЛ-ГО; ГРЛ-ГД.
Т а б л и ц а 1
Наборы резцов
топографический географический
Размеры резцов, мм
осн.
доп.
осн.
доп.
Примечание
Одинарные резцы
0,1
1
1
1
0,12
1
1
1
1
0,15
1
1
1
1
0,17
1
1
1
1
0,20
1
1
1
1
0,23
1
1
1
1
0,25
1
1
1
1
0,27
1
1
1
0,30
1
1
1
1
0,35
1
1
1
1
0,40
1
1
1
1