Автобусы БАЗ А-079. Руководство - часть 13
50
РЕМОНТ:
1)
Положите
головку
цилиндра
на
устойчивую
деревянную подставку.
2)
Измерьте диаметр седел клапана.
3)
Используйте зенкер -15
0
для обработки вставок седел
выпускного клапана как указано на рис. 78.
4)
Обработайте седла клапана 45°-зенкером для
впускных и выпускных вставок (рис.79).
ПРИМЕЧАНИЕ: Седло должно быть гладким без дефектов обработки.
5)
При необходимости отшлифуйте седла и клапаны до
состояния гладкой и равномерной поверхности.
6)
Смажьте седло клапана углем, установите клапан в
седло и поверните медленно под осевым давлением,
контактная линия на седле клапана должна быть вокруг полной
окружности на равном расстоянии.
РИС. 78
7)
Расстояние между узким диаметром лицевой поверхности клапана и контактной линией должно быть
минимум 0,5 мм (рис.80).
8)
Установите клапаны в седла и проверьте герметичность сопряжения клапан – седло установив головку
блока цилиндров на горизонтальную плоскость и налив керосина на головку клапана. Проводите эту проверку в
течении 6 часов, количество керосина не должно уменьшатся.
9)
Измерьте расстояние между головкой блока цилиндров и поверхностью головки клапана. Отполируйте
седла клапанов, если необходимо.
РИС. 79
РИС. 80
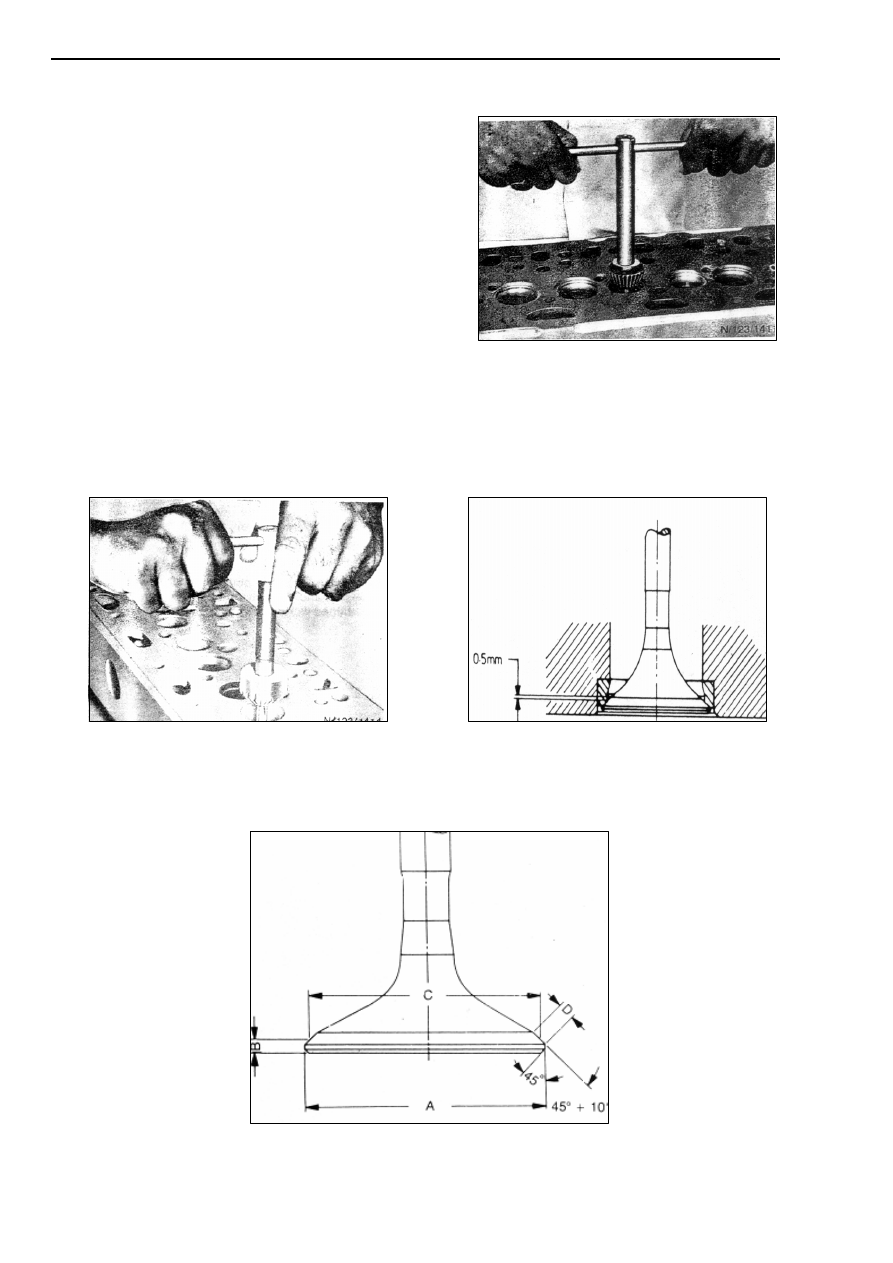
072.40.10 ШЛИФОВКА КЛАПАНОВ:
Параметры головки клапана и предельные отклонения приведены ниже в виде рисунка 81 и таблицы 30.
РИС. 81