Chrysler Le Baron, Dodge Dynasty, Plymouth Acclaim. Manual - part 595
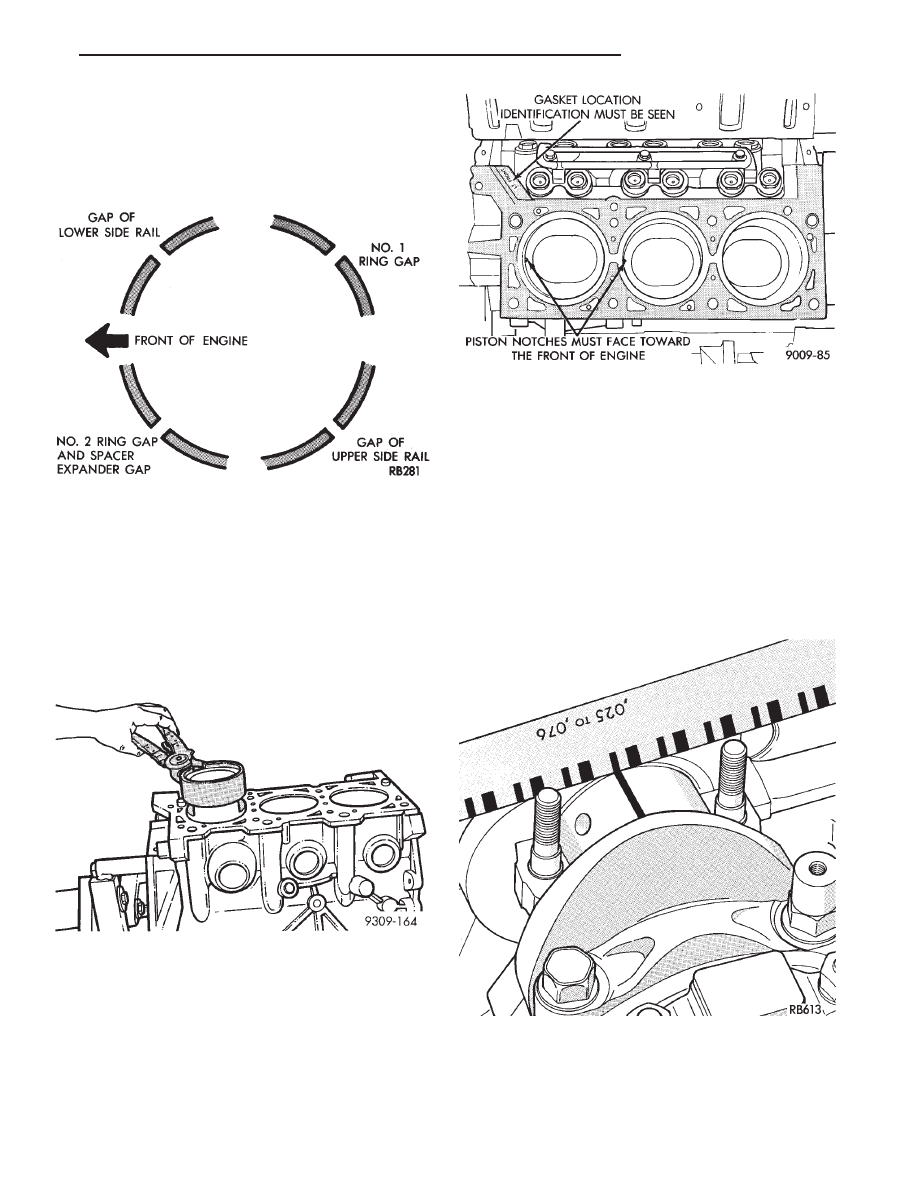
(5) Position piston ring end gaps as shown in (Fig.
13).
(6) Position oil ring expander gap at least 45° from
the side rail gaps but not on the piston pin center or on
the thrust direction. Staggering ring gap is important
for oil control.
INSTALLING PISTON AND CONNECTING ROD AS-
SEMBLY
(1) Before installing pistons and connecting rod as-
semblies into the bore, besure that compression ring
gaps are staggered so that neither is in line with oil
ring rail gap.
(2) Before installing the ring compressor, make sure
the oil ring expander ends are butted and the rail gaps
located as shown in (Fig. 14).
(3) Immerse the piston head and rings in clean
engine oil, slide the ring compressor, over the piston
and tighten with the special wrench. Be sure position
of rings does not change during this operation.
(4) Install connecting rod bolt protectors on rod
bolts. (Fig. 3)
(5) Rotate crankshaft so that the connecting rod
journal is on the center of the cylinder bore. Insert
rod and piston into cylinder bore and guide rod over
the crankshaft journal.
(6) Tap the piston down in cylinder bore, using a
hammer handle. At the same time, guide connecting
rod into position on connecting rod journal.
(7) The notch or groove on top of piston must be
pointing toward front of engine (Fig. 15).
(8) Install rod caps. Install nuts on cleaned and
oiled rod bolts and tighten nuts to 54 N
Im (40 ft. lb.)
Plus 1/4 turn.
Fig. 15 Piston I.D. Notches
Fig. 16 Checking Connecting Rod Bearing
Clearance
Fig. 13 Piston Ring End Gap Position
Fig. 14 Installing Piston
Ä
3.3/3.8L ENGINE
9 - 117