SsangYong Musso. Manual - part 390
1B3-122 OM600 ENGINE MECHANICAL
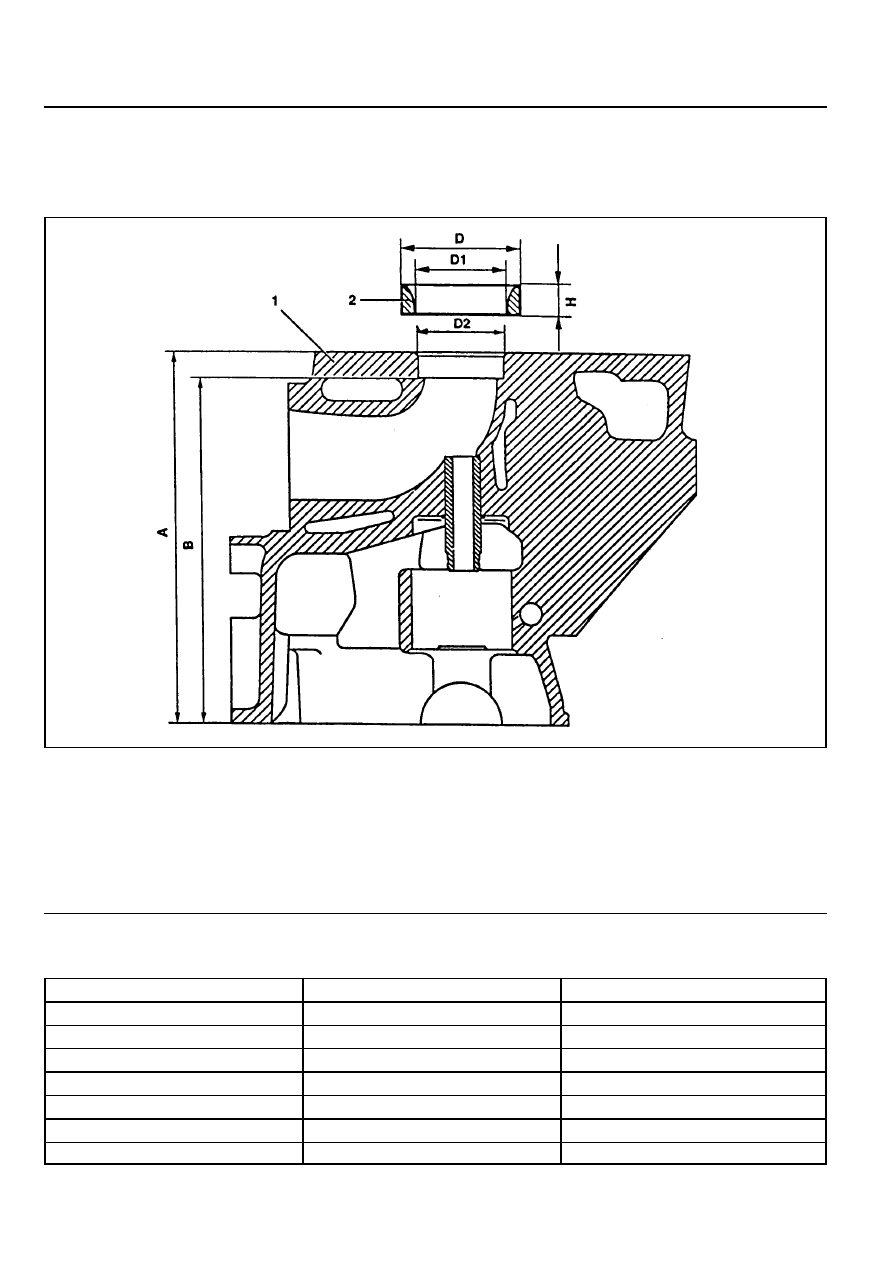
VALVE SEAT RINGS
Preceding Work : Removal of valve
Checking of valve guide, replace if necessary
Removal of prechamber
1 Cylinder Head
2 Valve Seat Ring
3 Valve Guide
A Height (Cylinder Head Upper / Lower Surface)
B Height (cylinder Head Cover Surface - Seat of
Valve Seat Ring)
D
Valve Seat Ring Outer Diameter
D1 Valve Seat Ring Inner Diameter
D2 Basic Bore Diameter
H
Height of Valve Seat Ring
Service Data
Item
D2
D
D1
H
Overlap U=D-D2
B
A
Intake
40.000 - 40.016mm
40.084 - 40.100mm
33.400 - 33.600mm
6.955 - 7.045mm
0.068 - 0.100mm
133.4mm
142.5mm
Exhaust
37.000 - 37.016mm
37.084 - 37.100mm
30.400 - 30.600mm
6.955 - 7.045mm
0.068 - 0.100mm
133.4mm
142.5mm