содержание .. 19 20 21 22 ..
Scania Central gear RP832-RBP832. Manual - part 21
08:04-02
©
81
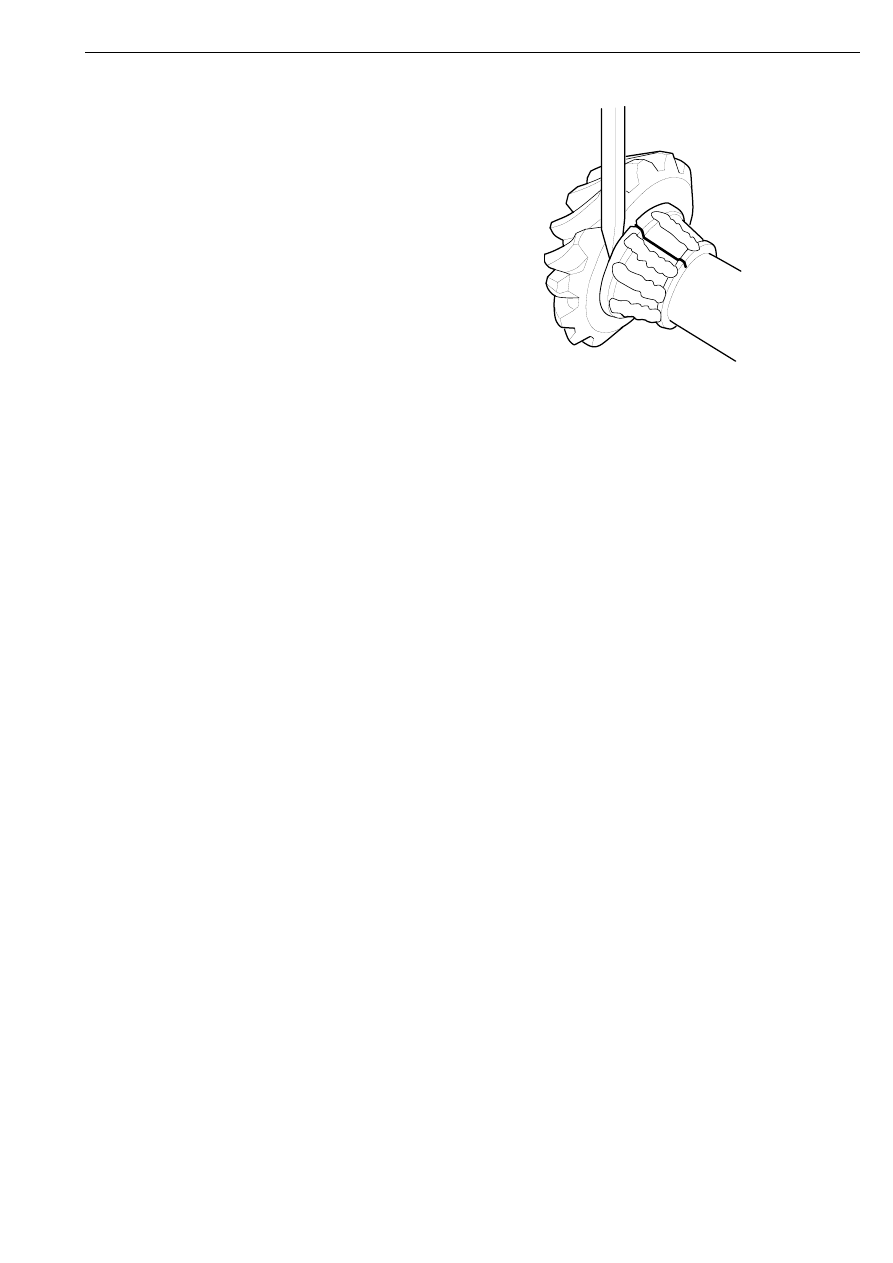
11 Weld a few beads on the inner bearing ring
with an electric welder. Cool with a wet rag
after each weld.
12 Remove the inner bearing ring once it splits.
It will break through shrinkage after
4-5 welds.
110
778
Gear housing RP832