Renault Trafic II. Manual - parte 115
GENERALIDADES
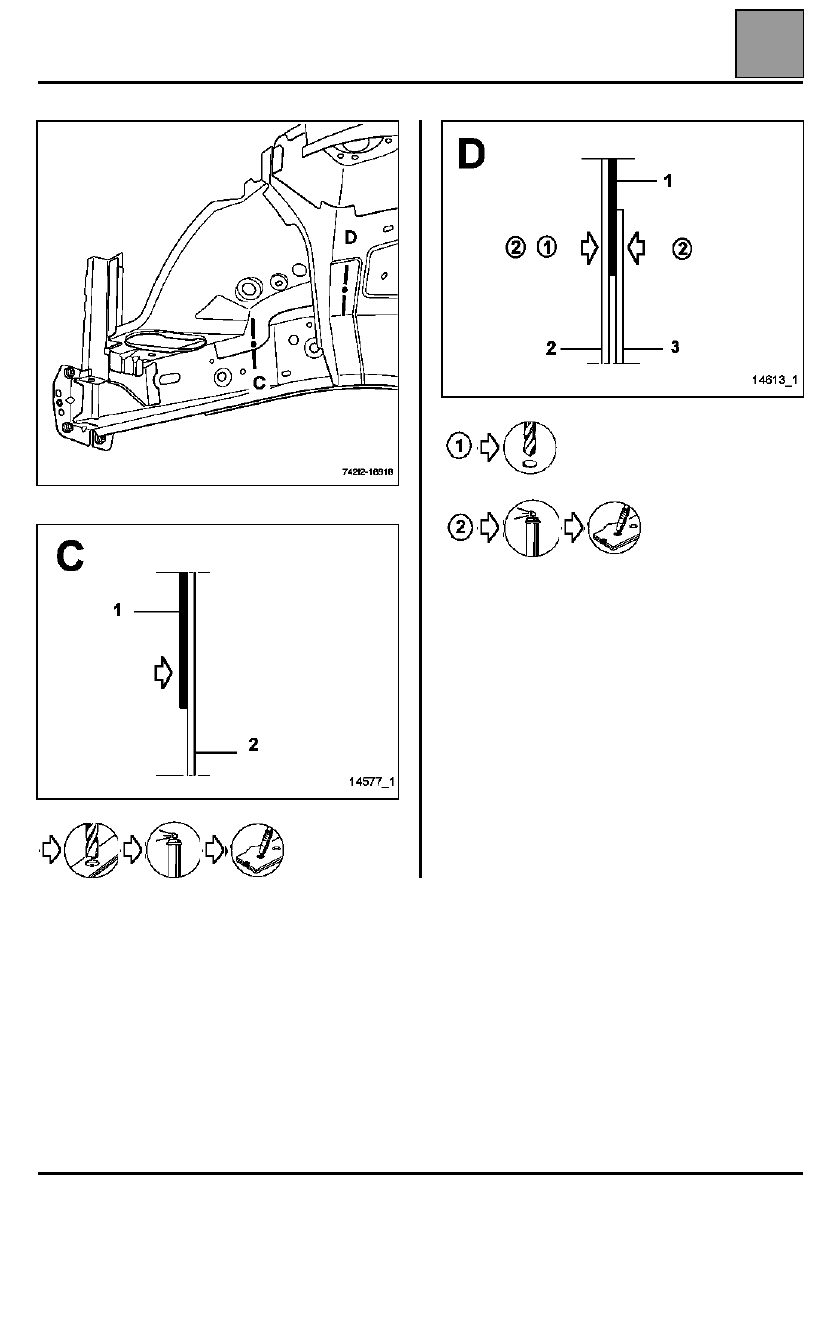
Simbolización de los métodos
40
GENERALIDADES
Simbolización de los métodos
40
40-4
X6
∅
10
El "
∅
10" indica, si es necesario, el diámetro de
taladrado en milímetros que hay que realizar para
la unión concernida.