Range Rover Classic. Manual - part 144
76
CHASSIS AND BODY
2
DESCRIPTION AND OPERATION
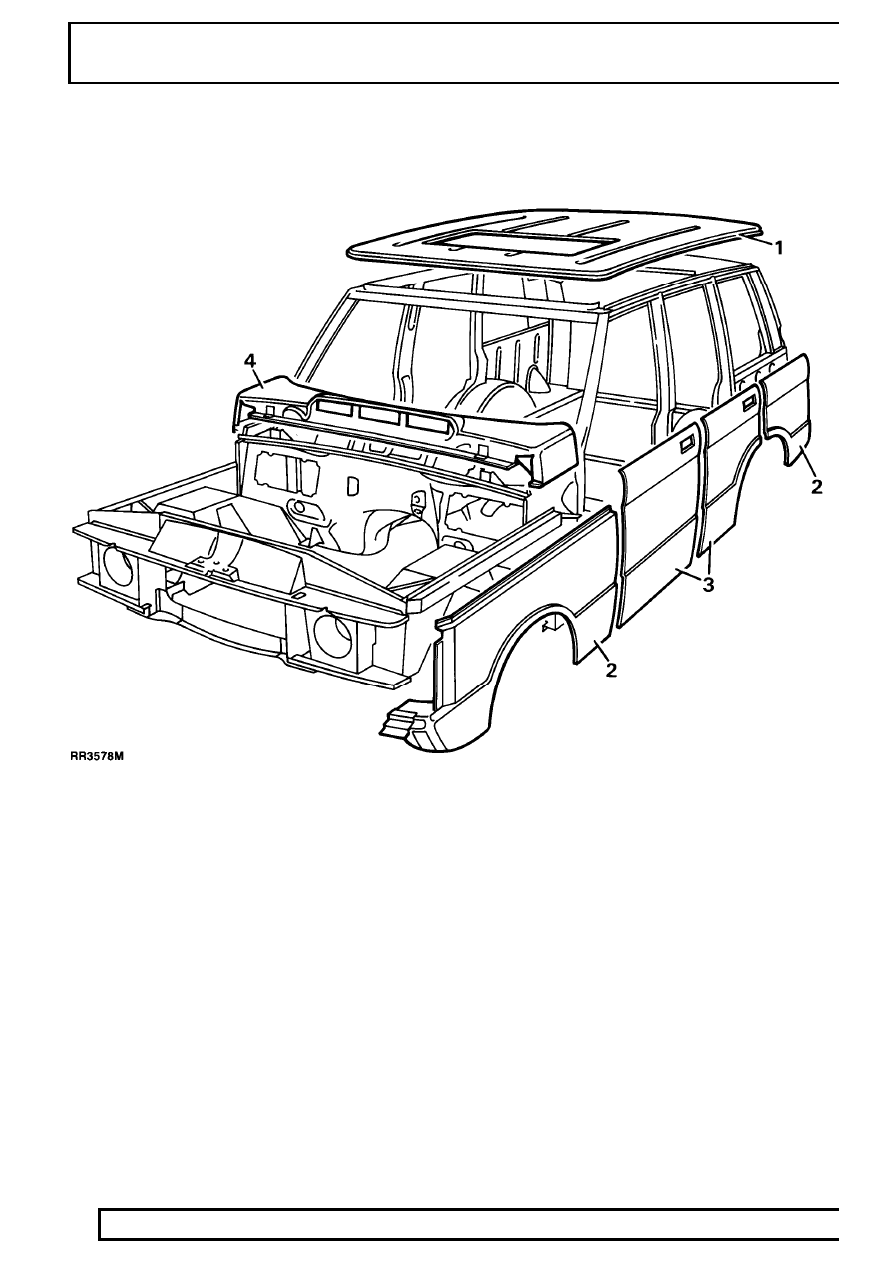
Aluminium alloy components
1. Roof
2. Wings
3. Door panels
4. Decker panel
|
|
|
76 CHASSIS AND BODY 2 DESCRIPTION AND OPERATION Aluminium alloy components 1. Roof |