Range Rover. Manual - part 35
BMW DIESEL
31
REPAIR
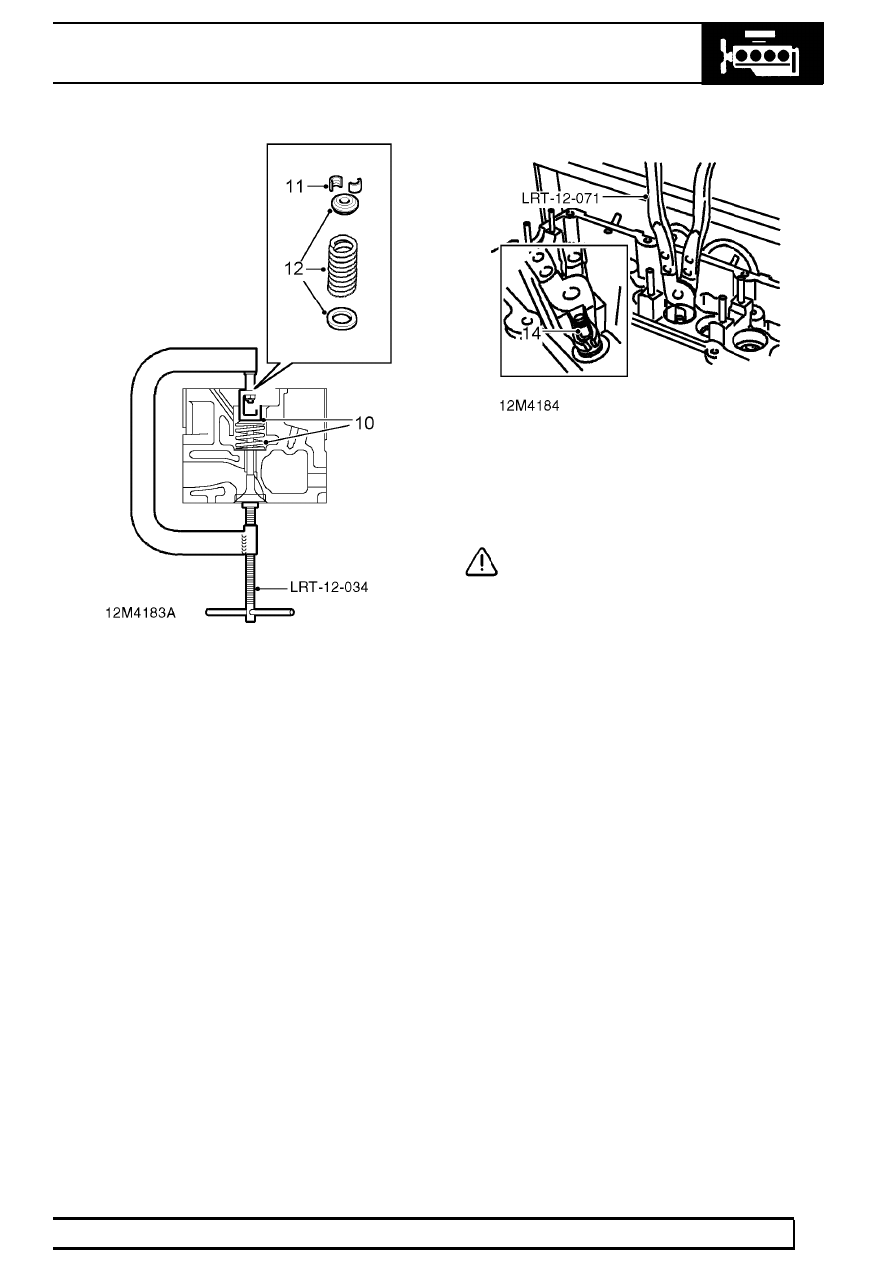
9. Position tool LRT-12-034 on valve.
10. Compress valve spring.
11. Remove 2 collets using a stick magnet.
12. Release tool LRT-12-034, collect valve spring
cup, valve spring and spring seat, discard valve
spring.
13. Remove valve stem oil seal using LRT-12-071,
discard seal.
14. Remove valve.
CAUTION: Store valve components in their
fitted order.
15. Repeat above procedures for remaining valves.
16. Clean all components.