Frelander 2. Manual - part 626
Supplemental Restraint System - Front Impact Severity Sensor
Removal and Installation
Removal
• NOTE: Removal steps in this procedure may contain installation details.
Disconnect the battery ground cable.
Refer to:
Specifications
(414-00 Battery and Charging System -
General Information, Specifications).
1.
Make the SRS system safe.
Refer to:
Standard W orkshop Practices
(100-00 General Information,
Description and Operation).
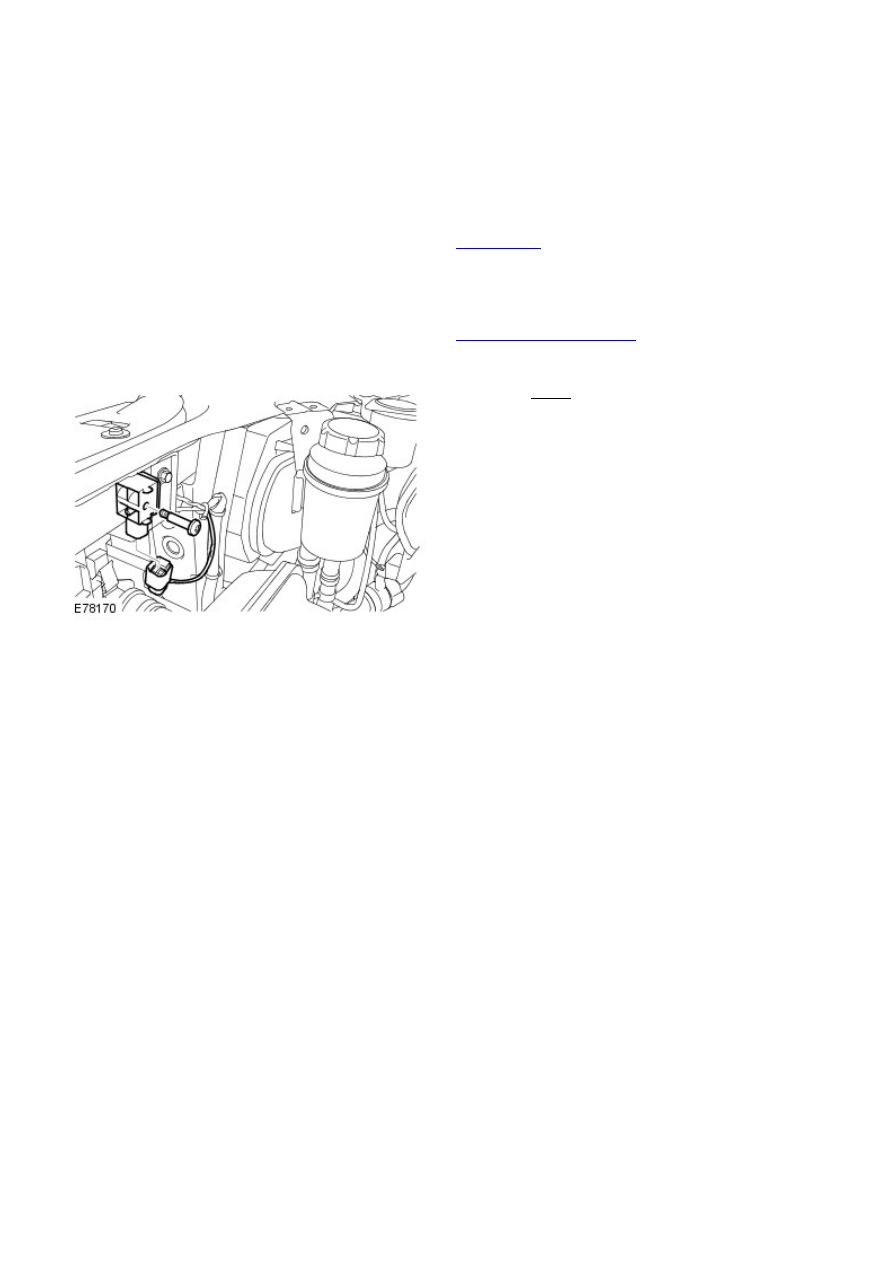
2.
Torque: 10 Nm
3.
Installation
To install, reverse the removal procedure.
1.