Freelander Body Repair Manual - part 3
GENERAL INFORMATION
GENERAL PRECAUTIONS AND FITTING INSTRUCTIONS
9
SCREW THREADS
Metric threads to ISO standards are used.
Damaged nuts, bolts and screws must always be
discarded.
NOTE: Cleaning damaged threads with a
die or tap impairs the strength and
closeness of fit of the threads and is not
recommended.
CAUTION: Always ensure that
replacement bolts are at least equal in
strength to those replaced.
Castellated nuts must not be slackened to accept a
split-pin, except in recommended cases when this
forms part of an adjustment.
Do not allow oil or grease to enter blind threaded
holes. The hydraulic action on screwing in the bolt or
stud could split the housing.
Always tighten a nut or bolt to the recommended
torque figure. Damaged or corroded threads can
affect the torque reading.
To check or re-tighten a bolt or screw to a specified
torque figure, first slacken a quarter of a turn, then
retighten to the correct torque figure.
Oil thread lightly before tightening to ensure a free
running thread, except in the case of threads treated
with sealant / lubricant, and self-locking nuts.
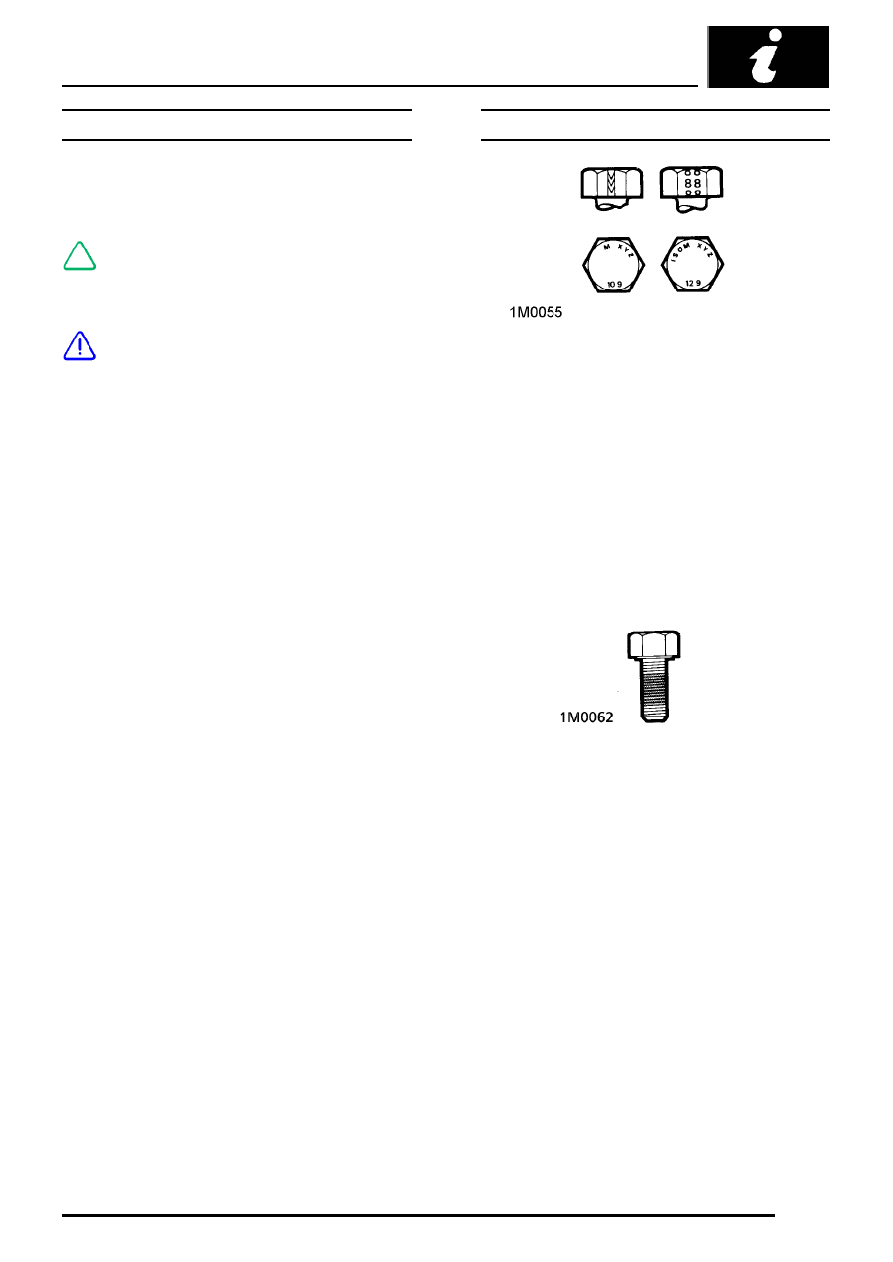
BOLT IDENTIFICATION
An ISO metric bolt or screw made of steel and larger
than 6 mm in diameter can be identified by either of
the symbols ISO M or M embossed or indented on
top of the bolt head.
In addition to marks identifying the manufacturer, the
top of the bolt head is also marked with symbols
indicating the strength grade, e.g. 8.8; 10.9; 12.9;
14.9. As an alternative, some bolts and screws have
the M and strength grade symbol stamped on the
flats of the hexagon.
Encapsulated bolts and screws
Encapsulated bolts and screws have a
micro-encapsulated locking agent pre-applied to the
thread. They are identified by a coloured section
which extends 360
°
around the thread. The locking
agent is released and activated by the assembly
process and is then chemically cured to provide the
locking action.