Defender 90 / 110 / 130. Manual - part 174
DEFENDER
ENGINE
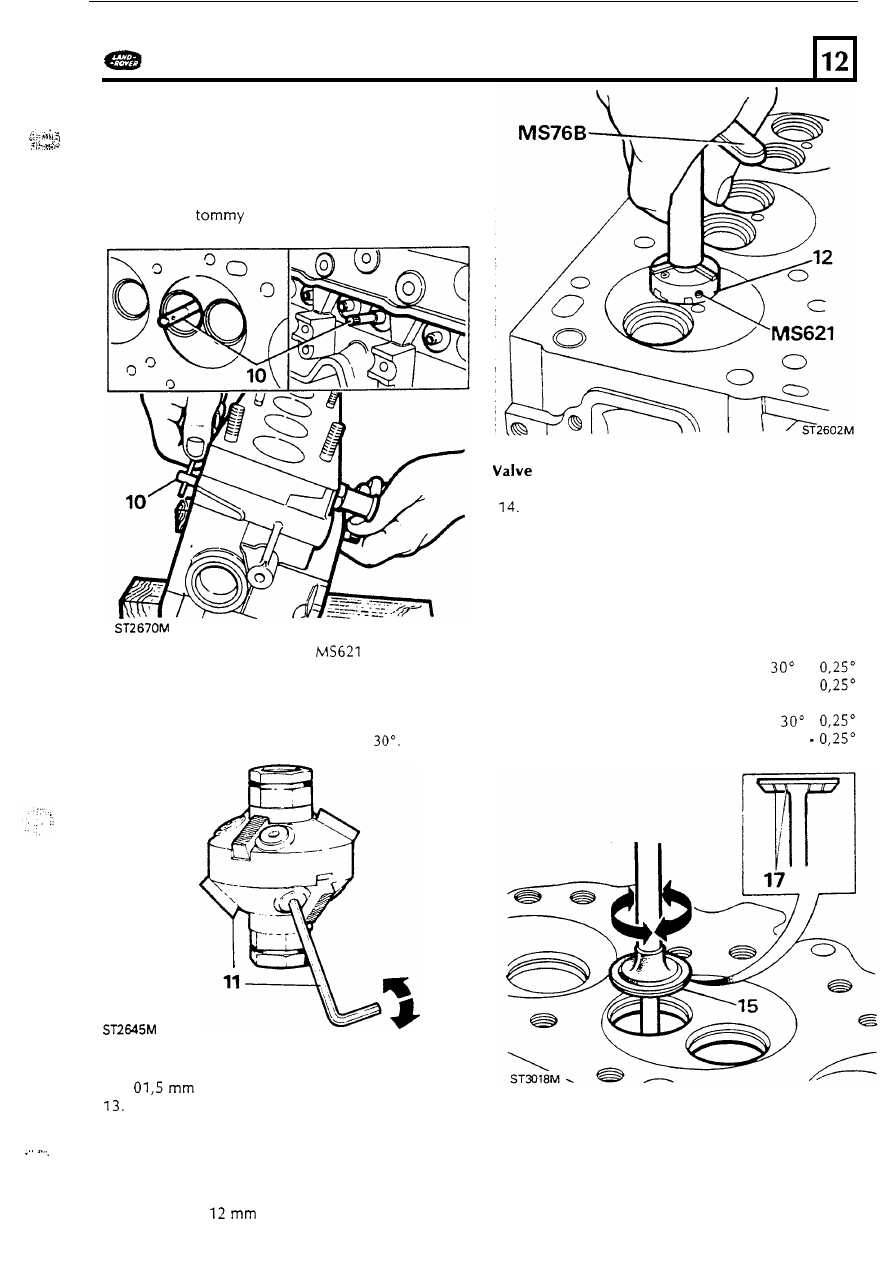
10. insert the assembled pilot into the valve guide
from the combustion chamber side
of the
cylinder head until the shoulder contacts the
valve guide and the whole
of the collet is
inside the guide. To lock the pilot in the guide
turn the
bar clockwise whilst holding
the knurled knob.
.......
.
refacing
11.
Check that the seat cutter
is assembled
correctly using the
key MS76 ensuring that the
angled end
of each cutter
is
towards the seat
and set
so that the middle of the blade
contacts the seat first. O n e end
of the cutter is
angled at
45"
and the other end
is
12. Using very light pressure tum the cutter
clockwise until the angled face
is approximatly
wide.
operation smear a small quantity
of engineers'
blue round the valve seat and revolve a
correctly ground valve against the seat.
A
good
seating will produce a continuous fine polished
line around the valve face.
A
slight gap
of
not
more than
in t h e polished line, can b e
corrected by lapping.
To
check the effectiveness
of
the cutting
Valves that are satisfactory
for further service
can be refaced. This operation should be
carried o u t using a valve grinding machine.
Only t h e minimum
of material should b e
removed from t h e valve face
to
avoid thinning
of the valve edge. The valve
is
refaced
correctly whan all pits are removed and the
face
is
concentric with the stem.
Inlet valve seat f a c e
-
Exhaust valve seat face
-
+
45"
+
Inlet valve face
-
Exhaust valve face
-
-
45"
75