Defender 90 / 110 / 130. Manual - part 98
REAR DIFFERENTIAL
-
ONE
TEN
61. Add 0,127
(0.005 in), for bearing pre-load, to
the total noted
in the preceding instruction. ‘The
sum is then equal to the nominal value of shims
required for the differential bearings:
Shims are
in the range
(0.003 in),
(0.005 in),
(0.010 in) and
(0.030 in).
the total
value
of
shims required.
62. Remove t h e differential unit and bearings and
place aside.
Do
not fit the shim washers until
subsequent ‘Differential backlash’ checks have
been made, instructions 96 to
102.
Fit
drive pinion
63. Select shim washers
of the same thickness
as
those removed from under the pinion inner cup,
instruction
35, and place ready for fitting.
64. Position the
bearing
G
detail 2, and
outer bearing cup on the press
tool
1122.
65. Locate the assembly into the pinion housing nose.
’..
.
.
M
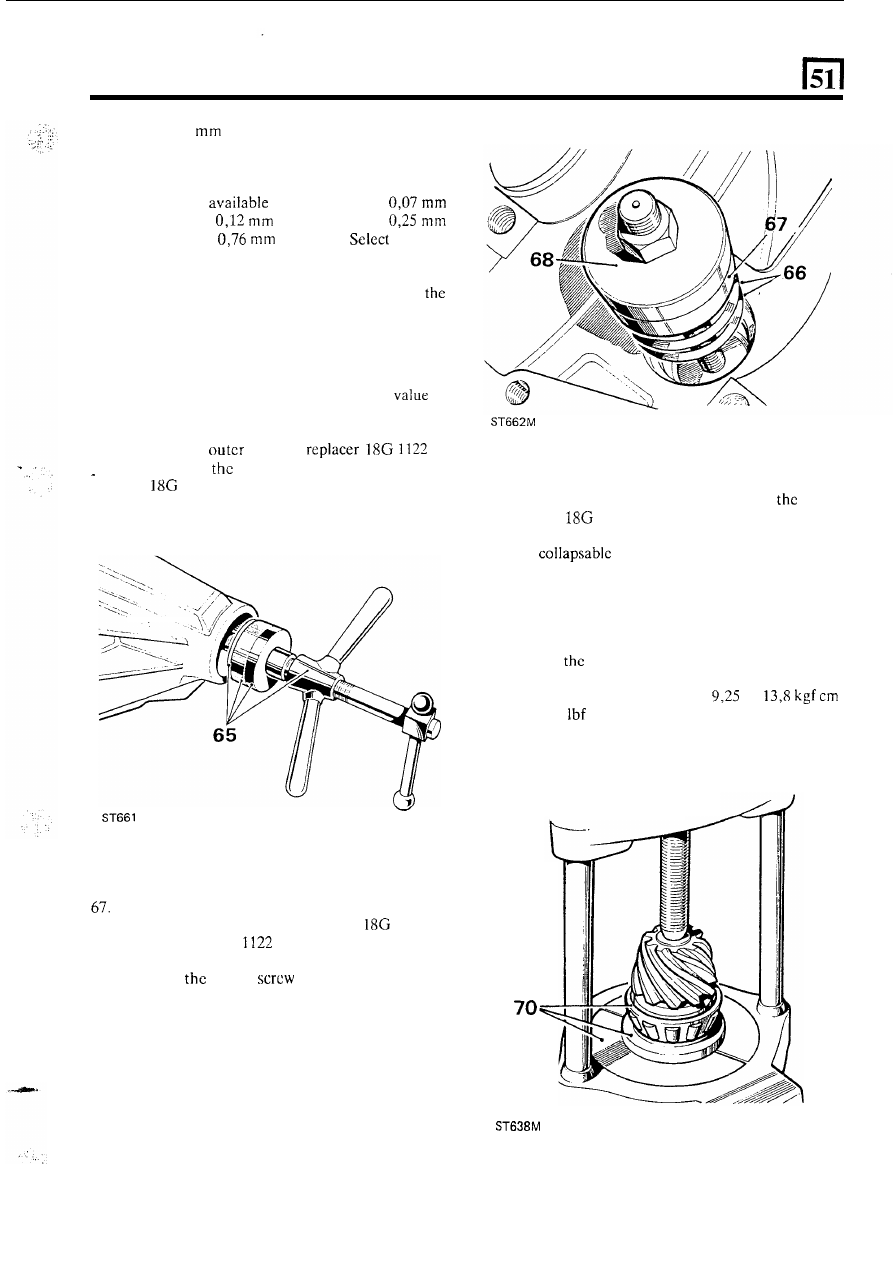
66. Place the selected shim washcrs on to the inner
bearing
cup seating.
Position t h e
inner
bearing cup in
the
casing.
68. Position the inner bcaring replaccr
1122 G
detail 1, onto 18G
and secure with the fixing
nut.
69. Hold still
centre
and turn the butterfly
lever to draw
in the bearing cups.
70. Press the inner bearing cone onto
drive
71. Position the pinion and bearing
in the casing; omit
72.
Fit the outer bearing cone onto the pinion.
73.
Fit the coupling flange and plain washcr and
loosely
fit
the flange nut.
74. Tighten the coupling flange locknut to remove
end-float from the pinion.
75. Rotate
pinion to settle the bearings and slowly
tighten the flangc locknut. Use a spring balancc
to
obtain a torque resistance of
to
(8 to 12
in) to rotate
t h e
pinion.
pinion.
47
B K , details 1 and
2 and press 47.
the
spacer at this stage.
continued
I
E
11