Defender 90 / 110 / 130. Manual - part 47
V8
CYLINDER
ENGINE
Check crankshaft bearings
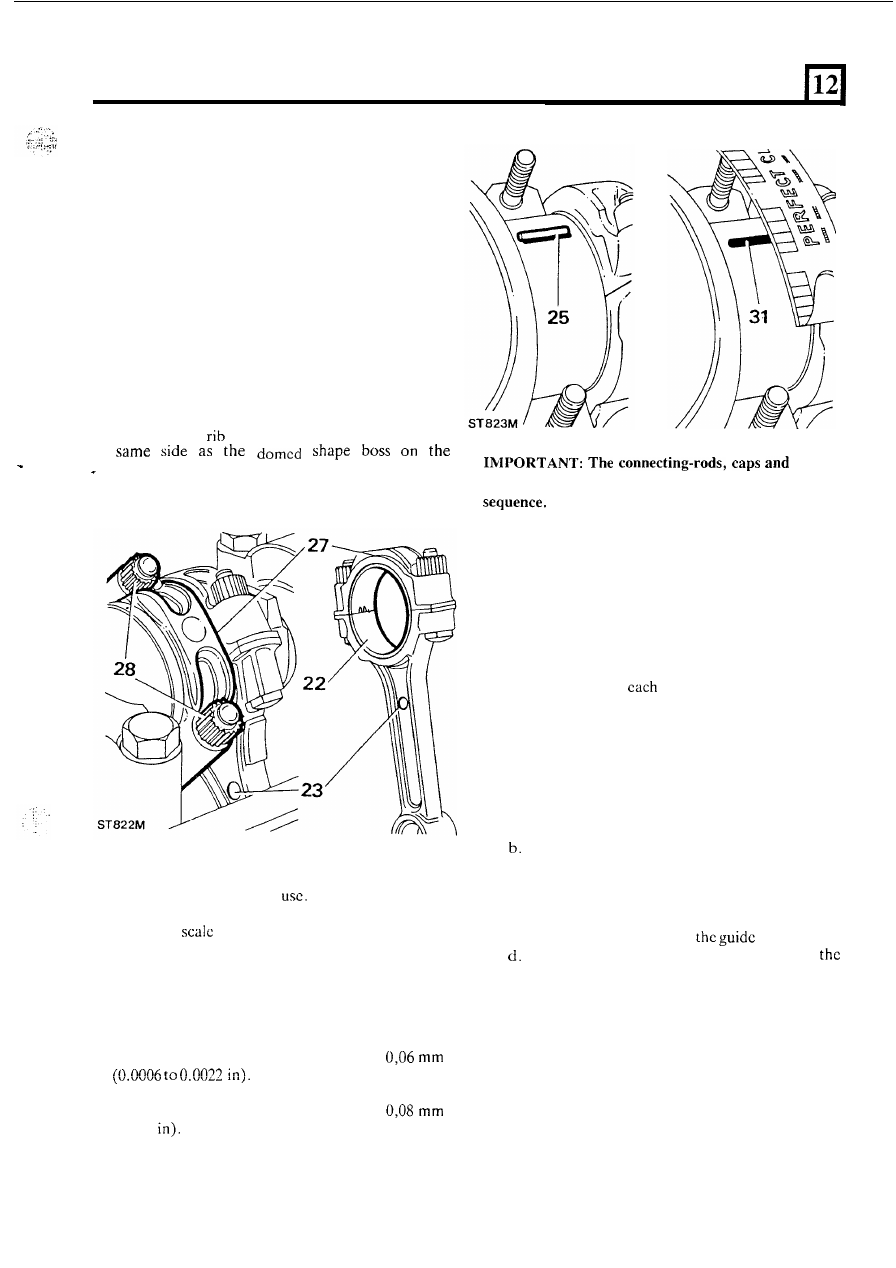
22. Locate t h e bearing upper shell into the connecting-
rod.
23. Locate the connecting-rod and bearing
on
to the
applicable crankshaft journal, noting that t h e
domed shape boss
on
t h e
connecting-rod must face
towards the front of the engine on the right-hand
bank of cylinders and towards the rear on the
left-hand bank.
24. When both connecting-rods are fitted, the bosses
will face inwards towards each other.
25. Place
a piece of Plastigauge across the centre of the
lower half
of the crankshaft journal.
26. Locate the bearing lower shell into the connecting-
rod cap.
27. Locate the cap and shell on to the connecting-rod.
Note that the
on the edge of the cap must be the
bearing
connecting-rod.
28. Secure the connecting-rod cap, and tighten to
the
shells must be retained in sets, and in the correct
,
correct torque.
....
29.
Do not rotate the crankshaft or connecting-rod
30. Remove the connecting-rod cap and shell.
31. Using the
printed on the Plastigauge packet,
measure
t h e
flattened Plastigauge at its widest
point.
32. The graduation that most closely corresponds to
the width
of the Plastigauge indicates the bearing
clearance.
33. The correct bearing clearance
with
new or
overhauled components is 0,013 to
34.
If a bearing has been
in
service,
i t
is advisable to
fit
a new bearing i f
t h e
clearance exceeds
(0.003
35.
I f a new bearing is being fitted, use selective
assembly to obtain the correct clearance.
36.
Wipe
off the Plastigauge
with
an oily rag.
DO NOT
scrape
i t
off.
while the Plastigauge
is
in
Assembling pistons to connecting-rods
37.
If an hydraulic press and tool 605350 was used
for
dismantling, refit
piston to its connccting-rod
as
follows:
a. Check that the base of tool 605350 and the guide
tube are fitted as follows:-
Place the base of
tool 605350 on
the
bed of a n
hydraulic press which has a capacity
of 8 tons
(8
tonnes).
Fit the guide tube into the bore of the base
with
its countersunk face uppermost.
Fit the long mandrel inside the guide tube.
c.
Fit the connccting-rod into the piston with the
markings together
if the original pair arc being
used, t h e n place the piston and connecting-rod
assembly over the long mandrel until the
gudgeon pin boss rests on
tube.
Fit the gudgeon pin into the piston up to
connecting-rod, and the spigot end of the small
diameter mandrel into the gudgeon pin.
e.
Press i n the gudgeon pin until
it
abuts the
shoulder
of the long mandrel.
continucd
107