Defender. Manual - part 288
During application, ensure that the wax covers all flange and seam areas and that it is applied to all repaired areas of
both new and existing panels.
• NOTE: Apply cavity wax AFTER the final paint process and BEFORE refitting of any trim components.
It should also be noted that new panel assemblies and body shells are supplied without wax injection treatment which
must be carried out after repairs.
Effective cavity wax protection is vital. Always observe the following points:
Complete all finish paint operations before wax application.
Clean body panel areas and blow clean cavities if necessary, before treatment.
Maintain a temperature of 18°C (64°F) during application and drying.
Check the spray pattern of injection equipment.
Mask off all areas not to be wax coated and which could be contaminated by wax overspray.
Remove body fixings, such as seat belt retractors, if contamination is at all likely.
Move door glasses to fully closed position before treating door interiors.
Treat body areas normally covered by trim before refitting items.
Check that body and door drain holes are clear after the protective wax has dried.
Keep all equipment clean, especially wax injection nozzles.
The following Illustrations show the treatment areas and Injection holes for Cavity Wax application.
All areas symmetrically opposite to those shown are also treated.
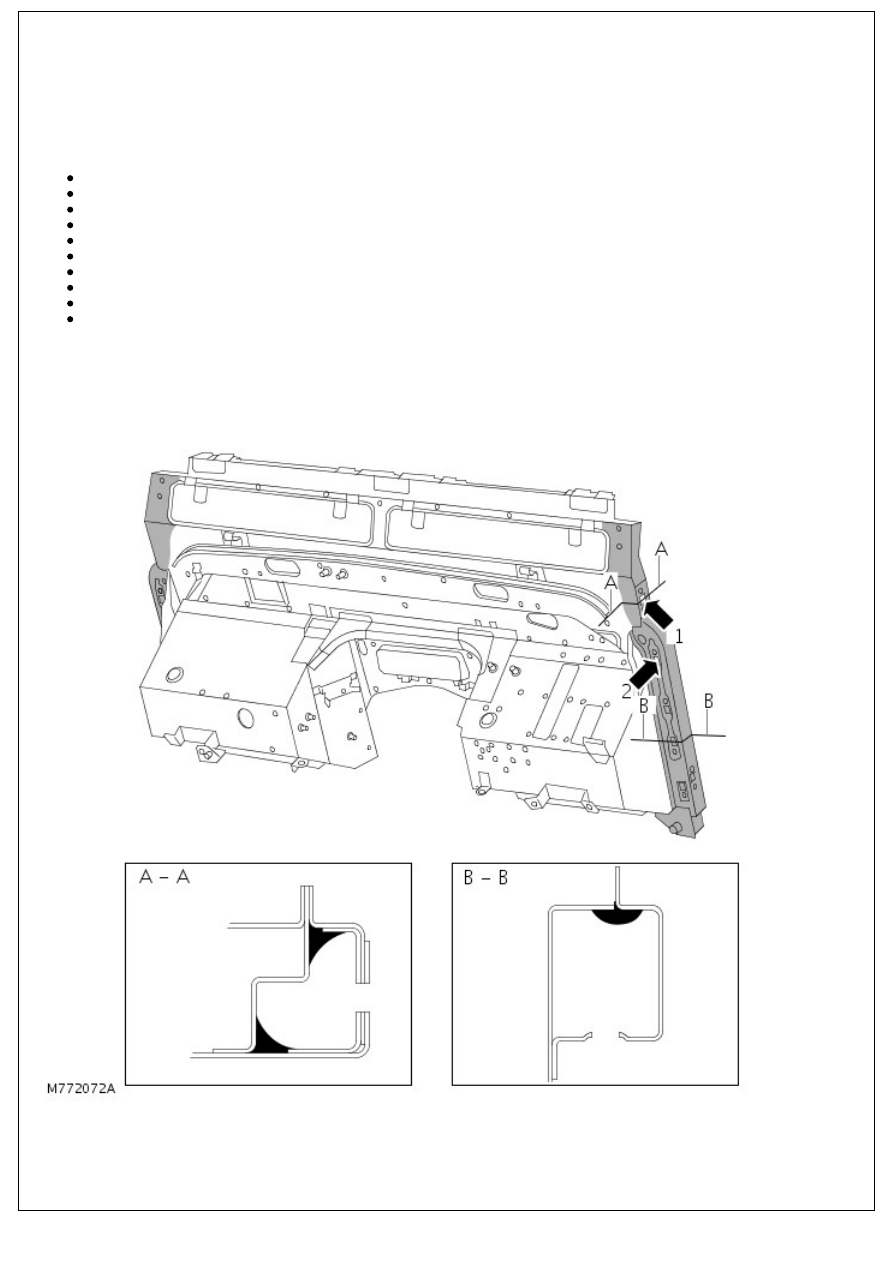
Bulkhead assembly
Section A-A and B-B show application areas of cavity wax. Arrows 1 and 2 show application holes.
'B/C' post assembly