Isuzu N-Series. Manual - part 326
6A-46 ENGINE MECHANICAL
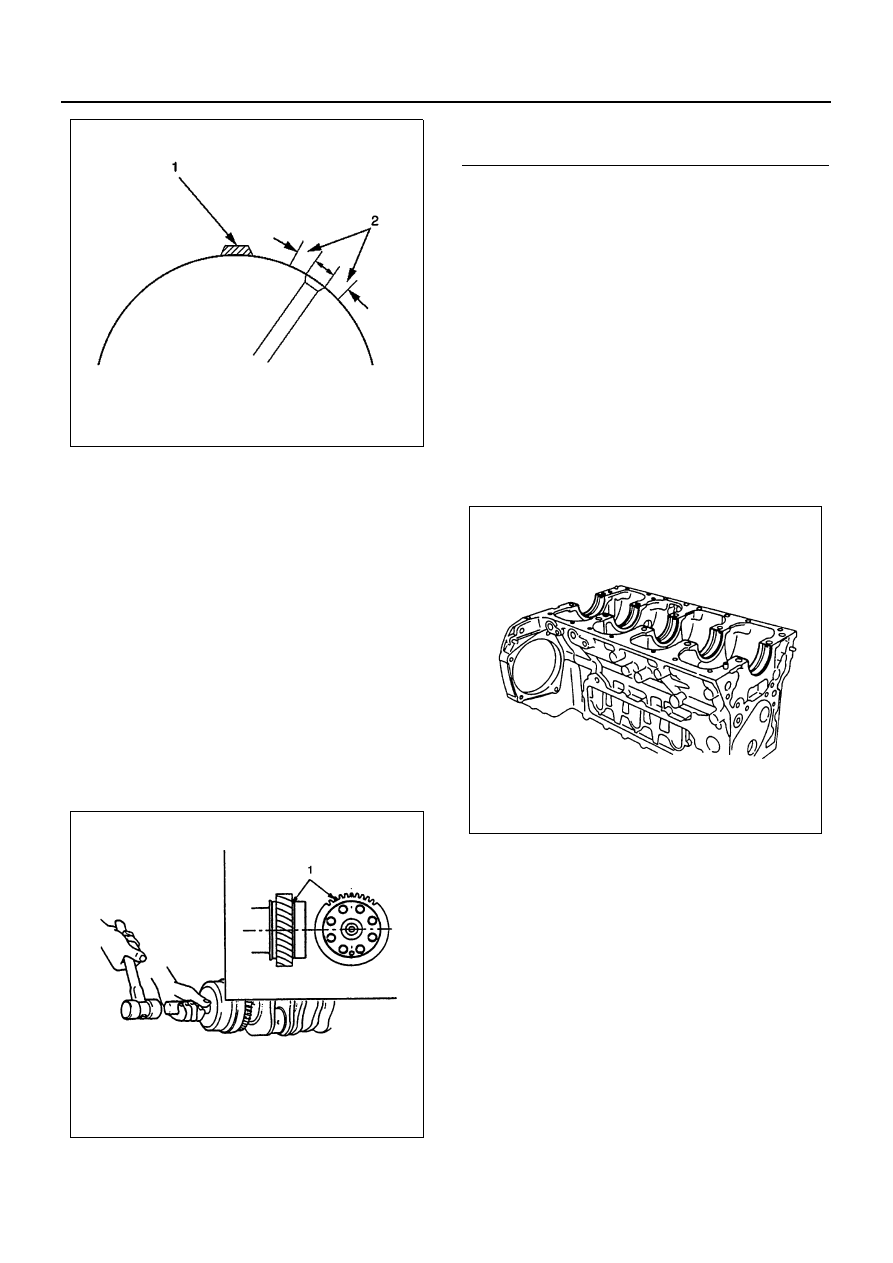
Reassembly
1. Crankshaft
2. Crankshaft Gear
1) Use a piston heater to heat the crankshaft gear
to 170 — 250
°C (338 — 482°F).
2) With the alignment mark “S” on the side of the
crankshaft gear turned outward, align the
groove on the gear side with the crankshaft pin
position and hammer it in with a crankshaft
gear installer until it hits the bottom.
Caution:
When hammered in with the gear slanted, the crank-
shaft gear may be caught in the middle and cannot be
hammered in fully. Hammer it inquickly enough not to al-
low a shaft line along the gear and the crankshaft to
slant.
Crankshaft Gear Installer: 8-9439-6819-0
3. Crankshaft Bearing Upper
When replacing the crankshaft or the crankshaft
bearing with a new one, select the crankshaft bear-
ing according to the respective grades stamped on
the crankshaft and the cylinder body.
Above works refer to “CRANKSHAFT” section in
this manual.
All upper bearings have oil grooves.
1) Carefully wipe any foreign material from the up-
per bearing.
Caution:
Do not apply engine oil to the bearing back faces and
the cylinder body bearing fitting surfaces.
2) Locate the position mark applied at disassem-
bly if the removed upper bearings are to be re-
used.
4. Thrust Bearing Upper
1) Install the thrust bearing upper to the front side
of the cylinder body No.5 journal. At this time,
the thrust bearing upper may be pasted to the
cylinder body with grease. However, wipe off
any excessive grease clean.
2) The thrust bearing oil grooves must be facing
the sliding faces.
N6A0223E
N6A0224E
Legend
1. Alignment mark
N6A0207E