Isuzu Rodeo UE. Manual - part 83
4C–41
DRIVE SHAFT SYSTEM
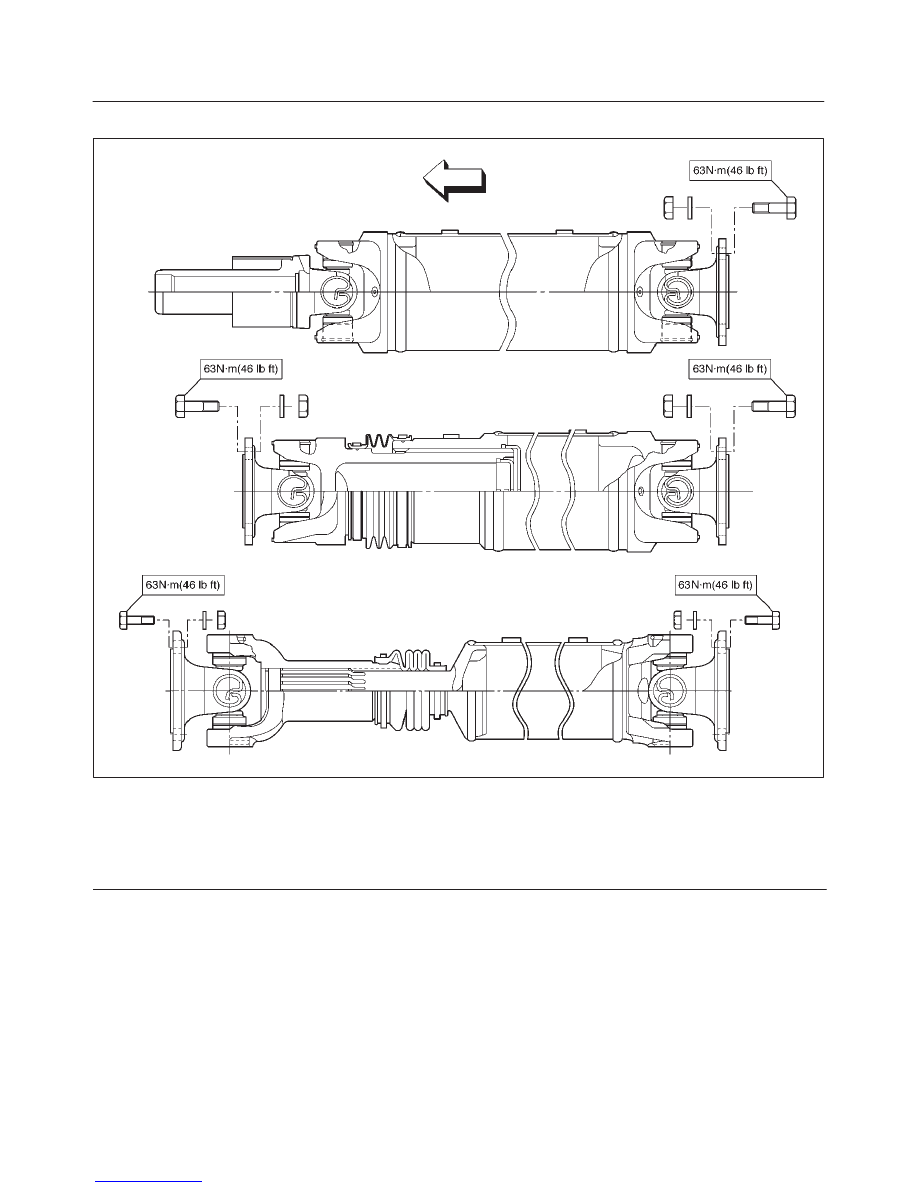
Universal Joint Disassembly
401RX005
Legend
(1) Spline Yoke
(2) Spider
(3) Propeller Shaft Assembly
(4) Spider
(5) Flange Yoke
(6) Bearing
(7) Snap Ring
(8) Flange Yoke
NOTE: Aluminum is softer than steel. Care must be
taken not to remove excessive material or damage
bearing holes.
If the vehicle has aluminum tube type propeller shaft,
flange yoke, boot kit, journal kit can be replaced. If other
parts are damaged, replace propeller shaft as assembly.