HM484Q Engine. Manual - part 22
Cylinder block and crank connecting rod mechanisms
79
9. Calculate the clearance between the piston pin and piston pin hole. Replace the
piston and / or piston pin when necessary.
Standard clearance: 0.005~0.013mm{0.0002~0.0005in}
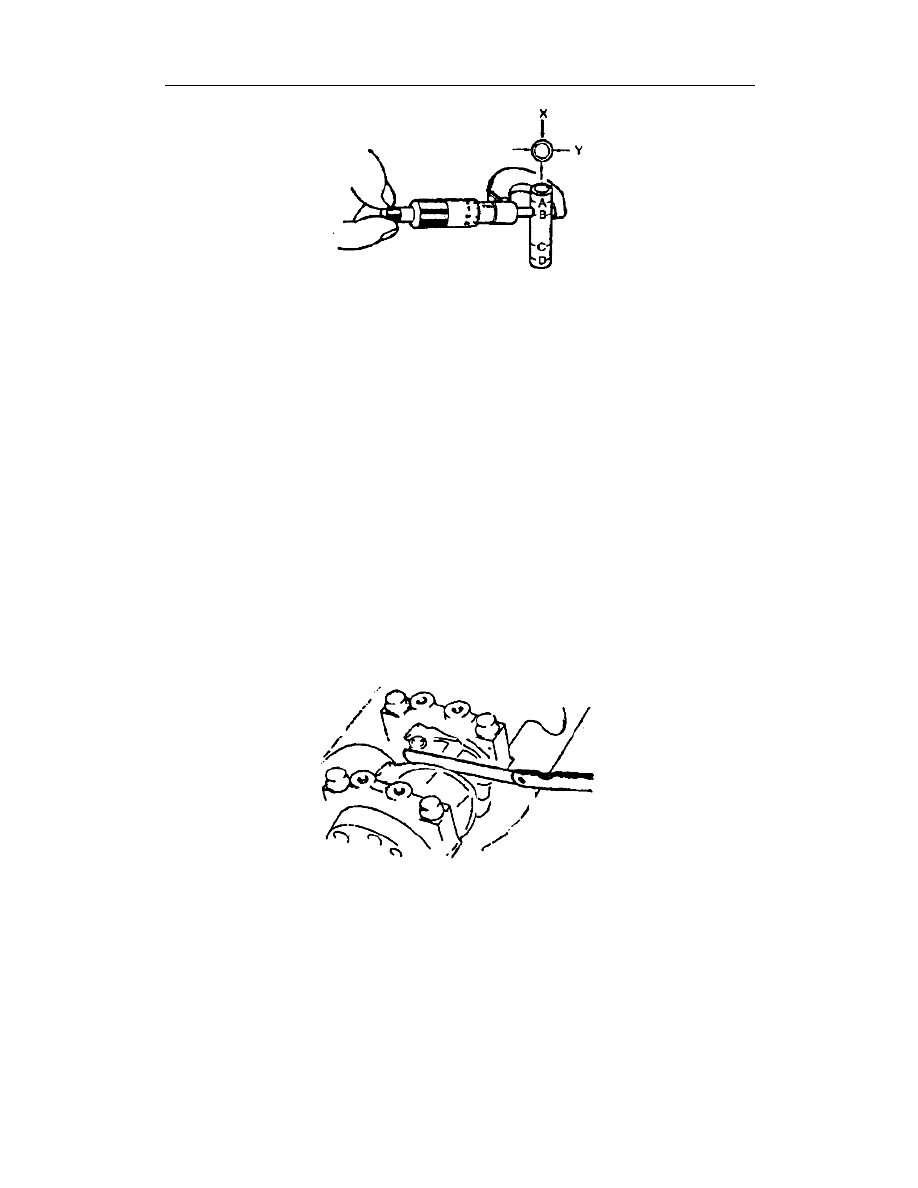
10. Measure the diameter of connecting rod small end (See
——Check of Connecting
Rod), calculate the clearance between the connecting rod small end and piston pin.
Replace the connecting rod or piston pin when necessary.
Standard clearance: -0.031~-0.017mm{-0.0013~-0.0007in}
Check of connecting rod
1. Measure, with a feeler, the end gap of connecting rod. Replace the connecting rod
and connecting rod cap when necessary.
Standard clearance
0.100~0.250mm {0.004~0.010in}
Max.clearance
0.30mm {0.012in}
2. Measure the clearance of crankshaft pin journal by the following way:
(1) Wipe out all oil on/in the journal and bearing seat;
(2) Cut the clearance gauge of plastic line so that it can match with the width of bearing,
and then place it on the top of journal and perpendicular to its axis.
(3) Fit the connecting rod cap (See
——this section, Assembly of Piston and Connecting
Rod).
(4) Remove the connecting rod cap bolt and slowly take out the connecting rod cap.
(5) Measure, with a clearance gauge of plastic line, the widest point of extruded part of