содержание .. 9 10 11 12 ..
РУКОВОДЯЩИЙ ДОКУМЕНТ РД 153-34.1-003-01 - часть 11

меньше 11 мм, то берется время выдержки, соответствующее 11
мм.
Примечание. Если приварка деталей креплений к
паропроводам или коллекторам котлов должна быть выполнена на
заводе, а по каким-либо причинам производится на монтаже, то
необходимость и режим термообработки этих сварных соединений
(как и технологию сварки) устанавливает завод-изготовитель.
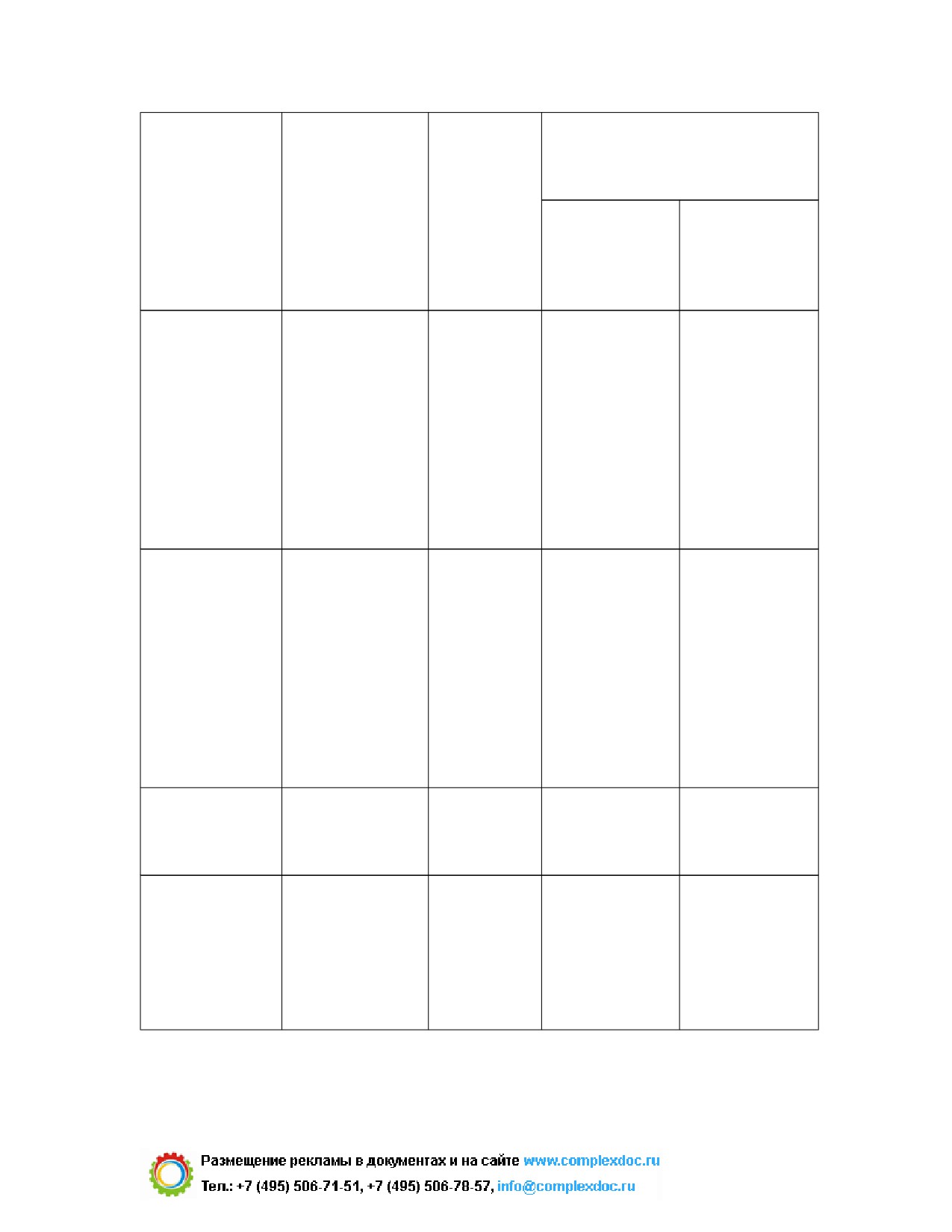
Таблица 17.1
Режимы термообработки стыковых сварных соединений
трубных элементов
Режим термической
обработки*2
Толщина*1
Свариваемая
Металл шва
элемента,
сталь
мм
длительность
температура,
выдержки, ч,
°С
не менее*3
Все виды дуговой сварки
10,
20,
15Л,
Углеродистый
Свыше
560 - 590
1
20Л,
15ГС,
36*4 до 60
16ГС,
25Л,
20ГСЛ и их
сочетания
Свыше 60
560 - 590
2
12МХ, 15ХМ,
09МХ, 09Х1М
Свыше 10
700 - 730
1
20ХМЛ и их
до 20
сочетания
Свыше 20
700 - 730
2
до 45
Свыше 45
700 - 730
3
170
Режим термической
обработки*2
Толщина*1
Свариваемая
Металл шва
элемента,
сталь
мм
длительность
температура,
выдержки, ч,
°С
не менее*3
12Х1МФ
09Х1М
Свыше 10
710 - 740
1
до 20
Свыше 20
710 - 740
2
до 45
Свыше 45
710 - 740
3
12Х1МФ,
09X1МФ
Свыше
720 - 750
1*6
15Х1М1Ф,
10*5 до 20
20ХМФЛ,
15Х1М1ФЛ и
их сочетания
Свыше 20
720 - 750
3
до 60
Свыше 60
720 - 750
5
15Х1М1Ф-
09Х1МФ
Свыше 20
735 - 765
5
ЦЛ*7
10,
20,
20Л,
Э50А, 09Х1М,
Свыше 20
690 - 720
2
25Л,
15ГС,
09МХ
до 60
16ГС,
20ГСЛ
в сочетании с
12МХ и 15ХМ
Свыше 60
690 - 720
3
171

Режим термической
обработки*2
Толщина*1
Свариваемая
Металл шва
элемента,
сталь
мм
длительность
температура,
выдержки, ч,
°С
не менее*3
10,
20,
20Л,
Э50А*8,
Свыше 10
700 - 730
1
25Л,
15ГС,
09Х1М, 09МХ,
до 20
16ГС,
20ГСЛ
09X1МФ
в сочетании с
12Х1МФ,
Свыше 20
700 - 730
2
20ХМФЛ,
до 45
15Х1М1Ф,
15Х1М1ФЛ
Свыше 45
700 - 730
3
12МХ, 15ХМ,
09Х1М, 09МХ,
Свыше 10
710 - 740
1
20ХМЛ
в
09X1МФ
до 20
сочетании
с
12Х1МФ
Свыше 20
710 - 740
2
до 45
Свыше 45
710 - 740
3
12МХ, 15ХМ,
09Х1М, 09МХ,
Свыше 10
710 - 740
1
20ХМЛ
в
09X1МФ
до 20
сочетании
с
20ХМФЛ,
15Х1М1Ф,
Свыше 20
710 - 740
3
15Х1М1ФЛ
до 60
Свыше 60
710 - 740
5
10Х9МФБ
10Х9НМФ,
4 - 6
750
0,5
(ДИ 82-Ш)
10Х9ГСНМФ
172

Режим термической
обработки*2
Толщина*1
Свариваемая
Металл шва
элемента,
сталь
мм
длительность
температура,
выдержки, ч,
°С
не менее*3
12Х1МФ в
09Х1МФ
4 - 6
730
0,5
сочетании с
10Х9МФБ
(ДИ 82-Ш)
Газовая сварка
12МХ, 15ХМ
09МХ, 09Х1М
3 - 7
940 ± 15
1,0 - 1,5 мин/
мм толщины
стенки
12Х1МФ
09Х1М, 09МХ,
3 - 7
960 ± 15
1,0 - 1,5 мин/
09Х1МФ
мм толщины
стенки
*1
При соединении элементов одинаковой толщины
-
номинальная толщина этих элементов, при соединении элементов
разной толщины (обработанных в соответствии с рис. 6.3 и 6.4) -
фактическая толщина элемента непосредственно в месте сварки.
*2 Охлаждение до 300 °С после выдержки при отпуске должно
обеспечиваться без снятия нагревательного устройства или под
слоем теплоизоляции, далее - возможно на спокойном воздухе;
при отрицательных температурах воздуха охлаждение после
термообработки следует производить под слоем теплоизоляции до
полного остывания сварного соединения.
*3 Может быть выше указанных значений не более чем на 1
ч. При вынужденных перерывах в процессе термообработки за
длительность выдержки следует принимать суммарное время
нахождения стыка при температуре обработки.
173
4 В случае предварительного и сопутствующего подогрева
стыка до температуры не ниже 100 °С при толщине стенки
элемента 40 мм и менее термообработку сварного соединения
можно не производить, кроме стыков, в которых хотя бы один из
свариваемых элементов является литьем марки 25Л или 20ГСЛ.
*5
Стыки труб диаметром более
219
мм подлежат
термообработке при толщине стенки 8 мм и более.
*6
Для стыков труб из стали 12Х1МФ с литьем 20ХМФЛ и
15Х1М1ФЛ, а также из стали 15Х1М1Ф с литьем 15Х1М1ФЛ при
толщине стенки трубы 20 мм и менее, сваренных электродами типа
Э-09Х1МФ, длительность выдержки должна составлять 1,5 ч.
*7 Скорость нагрева до температуры отпуска не более 200 °С/ч,
при этом в интервале температур 600 - 700 °С скорость нагрева
должна быть не менее 100 °С/ч.
*8
Термообработка сварных соединений, выполненных
электродами типа Э50А, производится при толщине металла более
20 мм.
17.2.2. Термическая обработка стыковых сварных соединений не
является обязательной в следующих случаях:
а) для стыков труб поверхностей нагрева котлов с толщиной
стенки до
11
мм включительно из углеродистых,
низколегированных конструкционных
(15ГС,
09Г2С и др.),
хромомолибденовых и хромомолибденованадиевых сталей, сталей
12Х2МФСР и 12Х2МФБ, выполненных дуговой, аргонодуговой или
комбинированной сваркой независимо от марки присадочного
материала, а также стыков труб из стали 12Х11В2МФ (ЭИ-756),
12Х18Н12Т,
12Х18Н10Т и
10Х13Г12БС2Н2Д2
(ДИ
59),
выполненных дуговой, аргонодуговой или комбинированной
сваркой с применением аустенитного присадочного материала;
б) для стыков труб из углеродистых и кремнемарганцовистых
сталей при толщине стенки до 40 мм в случае выполнения сварки
с подогревом до температуры не ниже 100 °С;
в) для стыков труб диаметром не более 800 мм из стали 22К,
сваренных электродами типа Э42А, при толщине стенки не более
45 мм;
174
г) для стыков труб диаметром не более 219 мм из сталей 12МХ,
15ХМ и 12Х1МФ, сваренных электродами Э-09Х1М, работающих
при температуре до 510 °С включительно, при толщине стенки не
более 18 мм;
д) для стыков труб поверхностей нагрева котлов из сталей 15ХМ,
12МХ и
12Х1МФ, выполненных газовой сваркой проволокой
Св-08МХ, Св-08ХМ и Св-08ХМФ, при отсутствии в шве и
околошовной зоне участков со структурой перегрева
(зерна
размером крупнее балла 3 по шкале ГОСТ 5639), мартенситной
и троостомартенситной структуры, что проверяется на двух-трех
образцах, вырезанных из производственных стыков;
е) для стыков труб из углеродистых и низколегированных
конструкционных сталей в сочетании с низколегированными
теплоустойчивыми сталями, сваренных электродами типа Э50А,
при толщине стенки 20 мм и менее;
ж) для стыков труб из сталей разных структурных классов при
диаметре труб не более 100 мм и толщине не более 10 мм,
выполненных в соответствии с требованиями табл. 15.1.
17.2.3. Термообработка угловых сварных соединений не является
обязательной в следующих случаях:
а) для сварных соединений штуцеров (труб) с коллекторами или
трубопроводами - если они отвечают требованиям п. 7.7.8;
б) для сварных соединений бобышек с паропроводами из
хромомолибденовой и хромомолибденованадиевой стали - если
наружный диаметр бобышки не более 45 мм и на 1 м трубы
приваривается не более трех бобышек;
в) для сварных соединений деталей креплений с паропроводами
или
коллекторами
из
хромомолибденовой
и
хромомолибденованадиевой стали - если угловой шов выполнен
электродами типа Э-09Х1М или Э-09Х1МФ и имеет общий (по
периметру привариваемой детали) объем наплавленного металла
не более 15 см3 (объем 15 см3 соответствует шву длиной 300 мм с
катетом 10 мм);
г) для сварных соединений деталей креплений с паропроводами,
коллекторами или элементами котла - если угловой шов выполнен
аустенитными электродами согласно п. 4.1.2;
175
д) для сварных соединений деталей креплений и бобышек с
трубопроводами или коллекторами из углеродистых и
кремнемарганцовистых сталей, выполненных углеродистыми
электродами.
17.2.4. Если после термообработки твердость металла шва
превышает допустимую
(см. п.
18.4.4), следует производить
повторный отпуск сварного соединения, но не более трех раз с
учетом первоначального.
17.3. Оборудование, материалы и
оснастка
17.3.1. В состав установок для местной термической обработки
сварных соединений труб входят источник питания
(нагрева),
собственно нагреватель, устройство для контроля температуры и
режима нагрева стыка, соединительные кабели и провода (при
электронагреве) или шланги (при газопламенном нагреве).
17.3.2. Для индукционного нагрева токами частотой 50 Гц в
качестве источников питания используются трансформаторы с
падающей и жесткой характеристиками.
17.3.3. Для индукционного нагрева током средней частоты
используются установки, в которых в качестве источников питания
могут применяться преобразователи, технические данные которых
приведены в приложении 14 (табл. П14.2, П14.3), а также другие
преобразователи, отвечающие предъявляемым к ним требованиям.
Для электронагревателей сопротивления должны быть
использованы сварочные трансформаторы (прил. 14, табл. П14.1),
а при их отсутствии - сварочные преобразователи и выпрямители.
17.3.4. Для питания многоканальной системы термообработки
сварных соединений током средней частоты
(рис.
17.1)
используется машинный преобразователь ВПЧ. От источника
питания
4
идет кольцевая кабельная разводка
6. На равных
расстояниях одно от другого к ней подключены стационарные
постовые устройства
9, к которым присоединены переносные
постовые устройства
7,
связанные с индукционными
нагревателями. Управление индукционными нагревателями
осуществляется через стационарные и переносные постовые
устройства с пультом управления
1, на который поступает
информация о процессе нагрева от датчиков температуры
176

(термоэлектрических преобразователей), установленных на
стыках.
Многоканальная система дает возможность одновременно вести
термообработку нескольких стыков различных размеров на разных
режимах в радиусе обслуживания от одного источника питания
до 800 м. Пульт управления, размещенный в кабине, может быть
выполнен на трех или шести каналах (в зависимости от числа
постовых устройств). Для каждого постового устройства
устанавливается программа, обеспечивающая нагрев стыка по
заданному режиму. Пульт управления позволяет автоматически
управлять процессом термообработки, обеспечивает контроль за
электрическими и температурными параметрами нагрева, пуск и
остановку источника питания.
Рис. 17.1. Схема многоканальной (многопостовой) системы
термообработки сварных соединений током средней частоты:
1 - пульт управления; 2 - шкаф запуска; 3 - кабель питания током
частотой 50 Гц; 4 - источник питания; 5 - силовая сборка; 6 -
кабель питания током средней частоты; 7 - переносные постовые
устройства; 8 - граница сборочной площадки; 9 - стационарные
постовые устройства; 10 - щиток термоэлектродной разводки; 11 -
провод термоэлектродной разводки; 12 - кабель управления
17.3.5. Для компенсации реактивной мощности при
термообработке токами средней частоты используются
конденсаторы. Технические данные конденсаторов и схемы
подключения их приведены в приложении 15.
177

17.3.6. Для присоединения индукционного и радиационного
электронагревателей к источнику питания с током частотой 50 Гц
необходимо применять провода и кабели ПС (ТУ 16-505.657-74),
КРПТ (ТУ 16.К73.05-93), КОГ1 и КОГ2 (ТУ 16.К73.03-88), КГ (ТУ
16.К73.05-93), сечение которых следует выбирать по рабочему току
нагревателя:
Допустимая
токовая нагрузка,
80
100
140
170
215
270
330
385
440
510
605
695
А
Сечение провода
10
16
25
35
50
70
95
120
150
185
240
300
(кабеля), мм2
17.3.7. Для присоединения индуктора к конденсаторной батарее
и разводке тока средней частоты (2400 и 8000 Гц) применяется
кабель КРПТ; сечение кабеля подбирается по данным табл. 17.2.
17.3.8. Основными теплоизоляционными материалами при
индукционном нагреве являются асбестовые и асбостеклянные
ткани, вспомогательными - асбестовый картон и шнур, при нагреве
элементами сопротивления - соответственно теплоизоляционные
маты и асбестовые ткани или картон. Теплоизоляционные маты
изготавливаются толщиной 50 мм из кремнеземной ткани КТ-11 с
набивкой из каолинового рулонного материала ВКР-150 или ваты
ВК-200. Маты прошиваются кремнеземной нитью К11С6. Для
крепления теплоизоляционных матов на нагревателях и трубах
применяется лента толщиной 0,5 - 1 мм из жаропрочной стали. Для
повышения долговечности матов рекомендуется до их установки
обернуть электронагреватели и трубу одним слоем асбестовой
ткани. Если маты отсутствуют, то можно использовать асбестовую
ткань или асбестовый картон, при этом толщина изоляции должна
быть не менее 50 мм.
Таблица 17.2
Данные для подбора сечения кабеля КРПТ для
присоединения индуктора к конденсаторной батарее и
разводке тока средней частоты
178

Допустимая
Допустимая
токовая нагрузка,
токовая нагрузка,
Число и
Число и
А, при частоте
А, при частоте
сечение*
сечение*
жил, мм2
жил, мм2
2400 Гц
8000 Гц
2400 Гц
8000 Гц
96
72
2 × 50
135
105
3 × 70
115
90
2 × 70
155
115
3 × 95
135
100
2 × 95
180
135
3 × 120
150
115
2 × 120
205
155
3 × 120
170
130
3 × 95
220
165
3 × 120
115
90
3 × 50
250
185
3 × 120
* Указано общее сечение кабеля (к обоим выводам нагревателя
или конденсатора).
Характеристики теплоизоляционных материалов приведены в
приложении 16.
Нагревательные устройства
17.3.9. В качестве индукционных нагревателей применяются
гибкие неохлаждаемые (естественно охлаждаемые) индукторы,
которые наматываются на трубу в виде одной или двух
последовательно соединенных секций. Гибкий неохлаждаемый
индуктор выполняется из многожильного медного провода
сечением 35 - 240 мм2 марок М (жилы диаметром 2,51 - 3,15 мм),
МГ (жилы диаметром 0,58 - 0,85 мм) или МГЭ (жилы диаметром
0,73
мм), наматываемого на предварительно изолированную
тепловой изоляцией наружную поверхность трубы. Индуктор при
питании током средней частоты перед намоткой на трубу должен
быть изолирован по всей длине термостойким материалом (лентой,
179
чехлом), исключающим возможность поражения током
обслуживающего персонала.
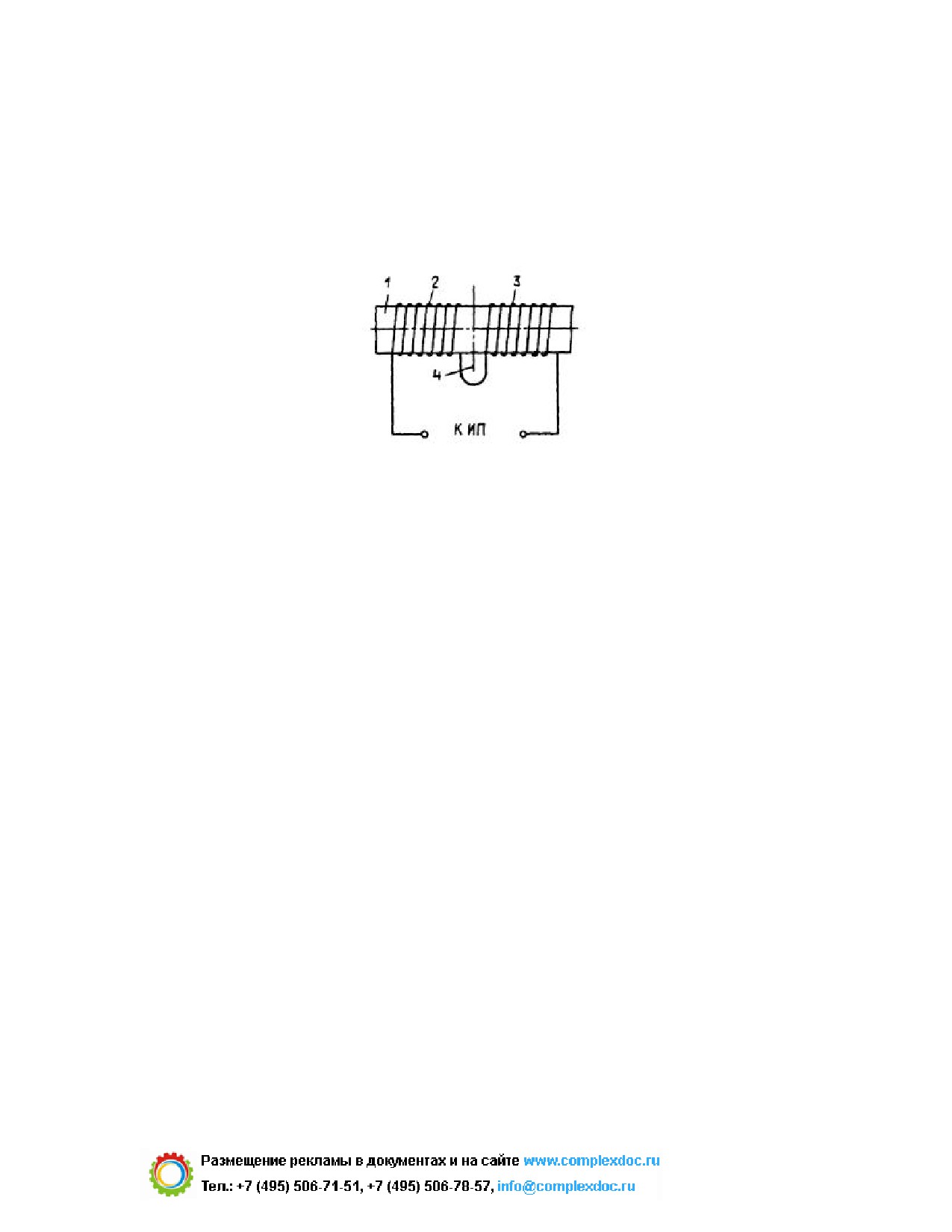
Технические данные неизолированных гибких проводов для
индукторов приведены в приложении 17. Пример двухсекционного
гибкого индуктора представлен на рис. 17.2.
Рис. 17.2. Двухсекционный гибкий индуктор:
1 - труба; 2, 3 - секции индуктора; 4 - ось сварного стыка; ИП -
источник питания
17.3.10. Фирма
«Унитех» изготавливает водоохлаждаемые
кабели для индукционного нагрева труб, включающие гибкий
кабель ВГИК, являющийся индуктором, и два токоподвода (ВИТ и
МТК) (рис. 17.3). Кабель ВГИК представляет собой гофрированную
гибкую трубку диаметром 25 - 30 мм из нержавеющей стали или
латуни толщиной 0,2 - 0,3 мм, помещенную в медную оплетку,
являющуюся основной токопроводящей частью кабеля. Снаружи
кабель изолирован термостойкой резиной, стеклотканевым и
асботканевым чехлом. Кабель ВГИК выпускается нескольких
модификаций в зависимости от величины и частоты рабочего тока
(на ток 800, 1000 и 1200 А частотой от 50 Гц до 10 кГц).
С помощью ВГИК можно производить нагрев труб любого
диаметра и толщины стенки до температуры 1200 °С.
В качестве источника питания следует использовать источники
тока средней частоты (ВПЧ, ППЧВ, СЧИ и др.).
Техническая характеристика водоохлаждаемых кабелей для
индукционных установок приведена в приложении 18.
17.3.11. Гибкие пальцевые электронагреватели типа ГЭН (рис.
17.4) относятся к нагревателям радиационного действия и
180

используются для предварительного подогрева и термообработки
сварных соединений труб и других деталей толщиной до 50 мм.
Рис. 17.3. Водоохлаждаемые гибкие индукционные кабели ВГИК,
ВИТ и МТК и схема их подключения
Нагревательный элемент* состоит из двух проволок марки
Х20Н80 диаметром 3,6 мм, изогнутых в виде «пальцев». В целом
нагреватель представляет гибкую секцию, которую можно
установить вокруг трубы. Каждый
«палец» защищен набором
керамических изоляторов. Длина пальца, характеризующая
ширину панели, составляет 100 мм. Посередине секции укреплена
лента из жаропрочной стали, с помощью которой нагреватель
крепится на трубе.
* В качестве нагревательных элементов в нагревателях
радиационного и комбинированного действия применяются лента
и проволока из прецизионных сплавов, характеристика которых
приведена в приложении 19.
181

Рис. 17.4. Гибкий пальцевый электронагреватель сопротивления
ГЭН:
1 - контактная втулка; 2 - шпилька; 3 - 6 - втулки-изоляторы; 7 -
ограничитель; 8 - нагревательный элемент; 9 - скоба для
крепления пояса; 10 - пояс для крепления электронагревателя на
трубе
Число пальцев в секции зависит от диаметра трубы, для которой
предназначен нагреватель. Так, для трубы диаметром 108 мм
нагреватель состоит из 13 пальцев, для трубы диаметром 325 мм -
из 34 пальцев.
Нагрев осуществляется поясом, представляющим собой одну
или несколько последовательно расположенных секций ГЭН,
182
суммарная длина которых равняется длине окружности L
термообрабатываемого сварного соединения.
При диаметре трубы до 325 мм пояс состоит из одной секции
с максимальным числом пальцев в секции 34. Необходимое число
поясов ГЭН зависит от толщины стенки трубы и ширины зоны
равномерного нагрева.
Максимальная температура нагрева трубы с помощью ГЭН -
1000 °С. Нагреватель позволяет производить не более 25 нагревов
до 750 °С.
В качестве источника питания могут быть использованы
сварочные трансформаторы, а при их отсутствии - сварочные
источники постоянного тока, обеспечивающие достаточную
электрическую мощность (см. приложение 14, табл. П14.1).
Техническая характеристика нагревателей типа ГЭН приведена
в приложении 20 (табл. П20.1).
17.3.12. Гибкий радиационный электронагреватель (ГРЭН) (рис.
17.5) конструкции НПО ЦНИИТМАШ, технические данные
которого приведены в приложении 20 (табл. П20.2), представляет
собой плоскую гибкую панель, в которую вмонтированы
нагревательные элементы из проволоки Х20Н80-Н или Х23Ю5Т
диаметром
3,2
мм. Проволока помещена в керамические
изоляторы с окнами; благодаря этим окнам обеспечивается более
эффективный нагрев трубы.
Нагреватель набирается из такого числа элементов, чтобы его
длина L равнялась длине окружности нагреваемой трубы, а число
нагревательных секций
(поясов) выбирается в зависимости от
требуемой ширины зоны равномерного нагрева, рассчитанной в
соответствии с рекомендацией п. 17.4.1.
Источником питания током может служить сварочный
трансформатор или сварочный источник постоянного тока.
Максимальная температура нагрева трубы 1150 °С.
Нагреватели ГРЭН комплектуются программным блоком
управления термопроцессом (БУТ), обеспечивающим измерение и
регулирование температуры нагрева трубы по заданной
программе. Схема подключения нагревателя ГРЭН к источнику
питания приведена на рис. 17.6. Технические характеристики
183

программного блока управления термопроцессом приведены в
приложении 21.
17.3.13.
Нагреватели
типа
КЭН
(комбинированные
электронагреватели) представляют собой сердечник из
нихромовых проволок диаметром 3,6 мм (от 1 до 6 проволок),
помещенный в керамические втулки. Небольшие размеры втулок
придают нагревателю гибкость, позволяющую намотать его на
трубу в виде соленоида. Пропуская через нагреватель постоянный
ток, нагревательный элемент выполняет функцию радиационного
излучателя тепла, если же нагреватель подключают к источнику
переменного тока, то он, кроме того, является индуктором,
нагревающим трубу индуцированным током.
Рис. 17.5. Гибкий радиационный электронагреватель ГРЭН:
1 - нагревательный элемент; 2, 4, 6 - изоляторы; 3 - замок-
изолятор; 5 - пробка-фиксатор
184

Технические данные нагревателей типа КЭН приведены в
приложении 20 (табл. П20.3).
Рис. 17.6. Схема подключения нагревателя ГРЭН к источнику
питания:
1 - сварочный преобразователь; 2 - программный блок управления
термопроцессом (БУТ); 3 - секции ГРЭН; 4 - термоэлектрический
преобразователь; 5 - трубопровод; 6 - теплоизоляционный мат
17.4. Технология термообработки
17.4.1. Общая ширина зоны равномерного нагрева (т.е. участка
трубы со швом посередине, на поверхности которого температура
не выходит за пределы, указанные в табл. 17.1) должна быть не
менее 1,3
-
, но не менее 4S (Дн - наружный диаметр трубы, S -
номинальная толщина стенки трубы).
185

Примечание. В отдельных случаях, когда конструктивные
особенности узла не позволяют обеспечить требуемую ширину
зоны равномерного нагрева, разрешается уменьшить ширину этой
зоны на 20 % указанной в данном пункте с одновременным
увеличением длительности выдержки на 1 ч против приведенной в
табл. 17.1.
17.4.2. Длительность нагрева до температуры отпуска сварных
соединений хромомолибденовых и хромомолибденованадиевых
сталей должна примерно соответствовать данным табл.
17.3.
Длительность
(скорость)
нагрева сварных соединений
углеродистых
и
кремнемарганцовистых
сталей
не
регламентируется.
Таблица 17.3
Длительность нагрева до температуры отпуска стыков труб
из хромомолибденовых и хромомолибденованадиевых
сталей
Время нагрева*, мин, не менее
Номинальная
Способами
толщина стенки
труб, мм
индукционным (частота
радиационным
50 Гц / средняя частота)
До 20
20/30
40
21 - 25
30/50
70
26 - 30
30/50
100
31 - 35
50/80
120
36 - 45
50/80
140
186
содержание .. 9 10 11 12 ..