Справочное руководство по ручной сварке стержневыми электродами EWM - часть 4
14 10.02
. : WM022408.doc
начала сварки. После этого дуга возвращается
к начальной точке шва, и в ходе дальнейшей
сварки первые капли, которые в большинстве
случаев оказываются пористыми, снова
заплавляются.
7.2 Ведение электрода
Электрод подводится к поверхности металла
вертикально или под небольшим углом. При
выполнении движения он слегка наклоняется в
направлении
сварки.
Видимая
длина
электрической дуги, т.е. расстояние между
краем кратера и поверхностью изделия,
должнa примерно соответствовать диаметру
центрального стержня. Основные электроды
должны свариваться очень короткой дугой
(расстояние =0,5 x диаметра стержня). Для
этого их следует вести под более крутым
углом, чем рутиловые электроды.
В большинстве положений выполняется
ниточный
наплавленный
валик,
либо
выполняется колебательное движение с
увеличением высоты к кромкам шва. Только в
положении PF выполняется
широкий
наплавленный валик по всей стороны шва. Как
правило выполняется сварка опиранием,
только в положении PF электрод прикасается
колющим движением.
7.3 Магнитное дутье
Под дутьем понимается явление, при котором
электрическая дуга удлиняется вследствие
отклонения по центральной оси и издает при
этом шипящий звук. Вследствие этого
отклонения могут возникать непровары. Таким
образом,
провар
может
оказаться
недостаточным, и при сварочном процессе с
ведением шлака при опережающем движении
шлака в шве могут возникать шлаковые
включения.
Отклонение
производится
силами,
возникающими в окружающем магнитном поле.
Как любой проводник, по которому течет ток,
электрод и электрическую дугу также окружает
кольцеобразноe магнитное поле, которое
отклоняется в области дуги при переходе в
основной материал. При этом магнитные
силовые линии на внутренней стороне
уплотняются, а на внешней расширяются –Рис.
19 (a) [2].
Дуга отклоняется в область с меньшей
плотностью токовых линий. При этом она
удлиняется и из-за повышения дугового
напряжения
издает
шипящий
звук.
Противоположный полюс также оказывает
отталкивающее воздействие на дугу.
Другая магнитная сила возникает из-за того,
что магнитное поле лучше распространяется в
ферромагнитном материале, чем в воздухе.
Поэтому электрическая дуга притягивается
большой массой стали –Рис. 19 (b). Это
проявляется, например, в том, что при сварке
на поддающемся намагничиванию материалу
на кромках листа дуга отклоняется внутрь.
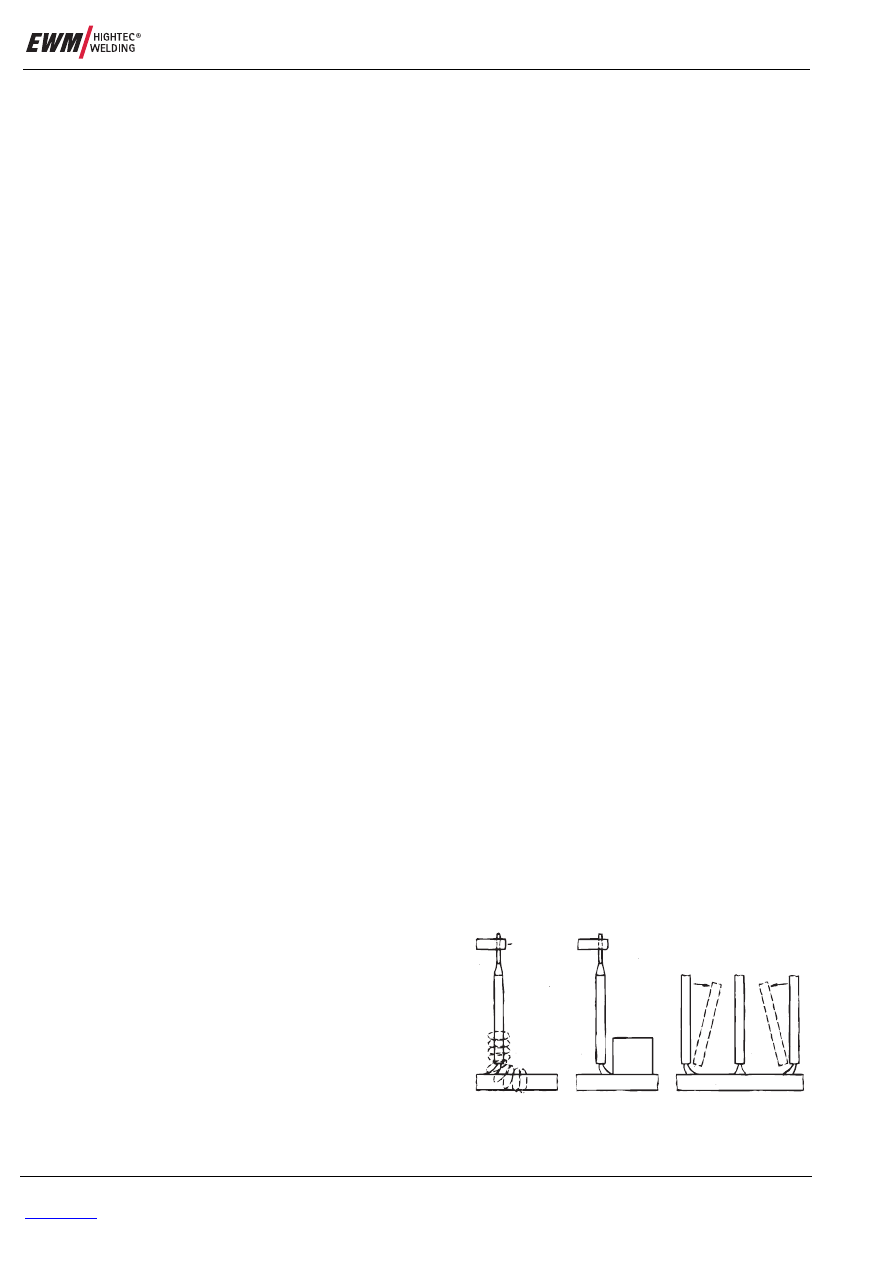
Отклонение дуги можно компенсировать путем
соответствующего наклона электрода –Рис. 19
(c). Поскольку дутье при сварке постоянным
a)
b)
c)
Fe
+
Рис. 19
Отклонение электрической дуги
окружающими магнитными полями