Chrysler Le Baron, Dodge Dynasty, Plymouth Acclaim. Manual - part 575
(2) Install thrust plates and tighten retaining nuts
to 6 N
Im (55 in. lbs.).
(3) Install new camshaft oil seals flush with cylin-
der head surface.
Using seal installing special tool C-4680.
CAMSHAFT END PLAY
(1) Using a suitable tool, move camshaft as far
rearward as it will go.
(2) Zero dial indicator (Fig. 6).
(3) Move as far forward and backward as camshaft
will go.
(4) End
play
travel:
0.025-0.200mm
(.001-.008
inch).
LASH ADJUSTER (TAPPET) NOISE
A tappet-like noise may be produced from several
items. See Lash Adjuster and Tappet Noise-DIAG-
NOSIS in STANDARD SERVICE PROCEDURES,
this Group.
VALVE COMPONENTS REPLACE—CYLINDER HEAD
NOT REMOVED
ROCKER ARM AND HYDRAULIC LASH
ADJUSTER
REMOVAL
(1) Remove valve cover. Refer to procedure previ-
ously outlined in this section.
(2) Remove rocker arm shaft(s) in sequence shown
in (Fig. 6). Slide rocker off the shaft. Keep rocker
arms in order for reassembly.
CAUTION: Check lash adjusters for loose or miss-
ing retainers before continuing service procedure.
(3) Remove hydraulic lash adjuster.
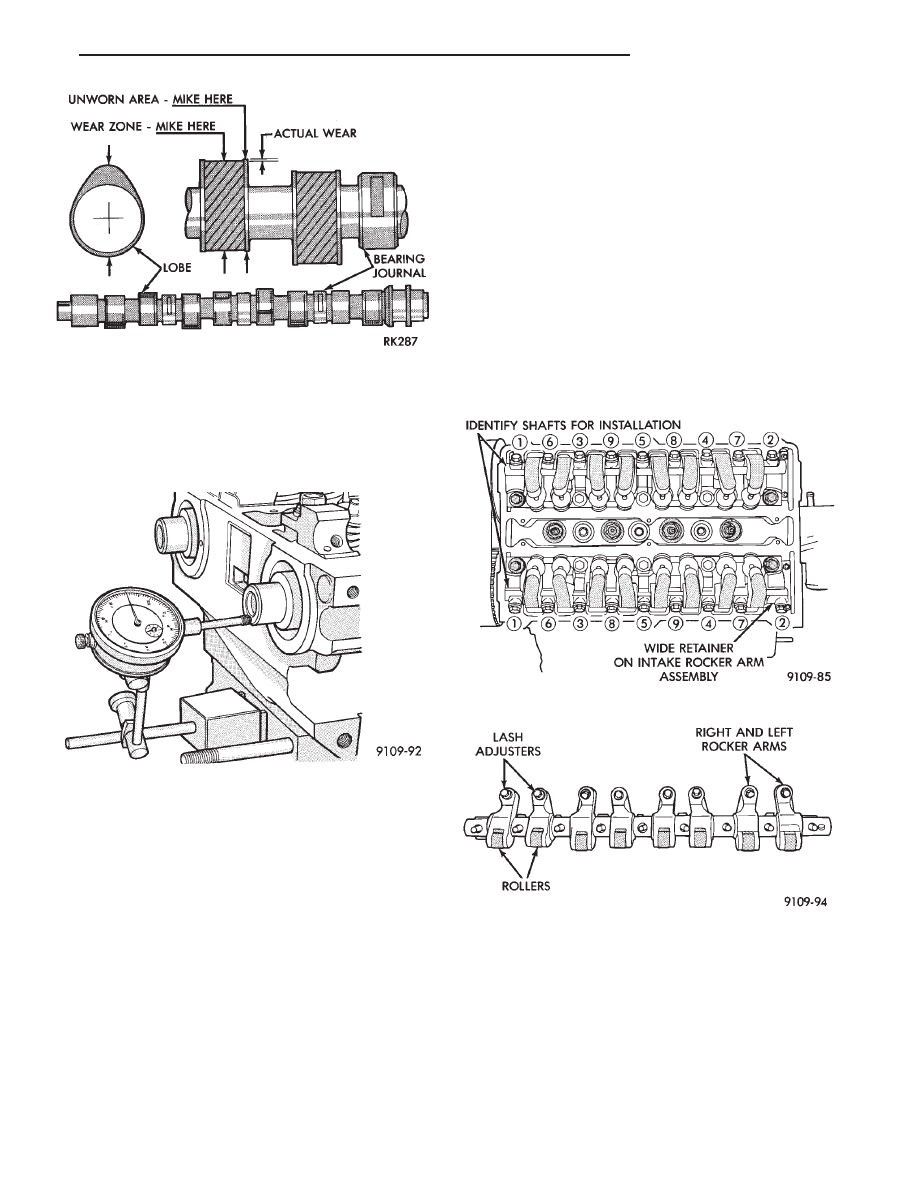
Fig. 5 Measuring Camshaft Lobe Wear
Fig. 6 Checking Camshaft End Play
Fig. 7 Rocker Arm Shaft—Removal
Fig. 8 Rocker Arm and Lash Adjuster
Assembly—Right and Left
Ä
2.2/2.5L ENGINE
9 - 37