Subaru Impreza 3 / Impreza WRX / Impreza WRX STI. Manual - part 178
ME(w/o STI)-93
Cylinder Block
MECHANICAL
2. CYLINDER AND PISTON
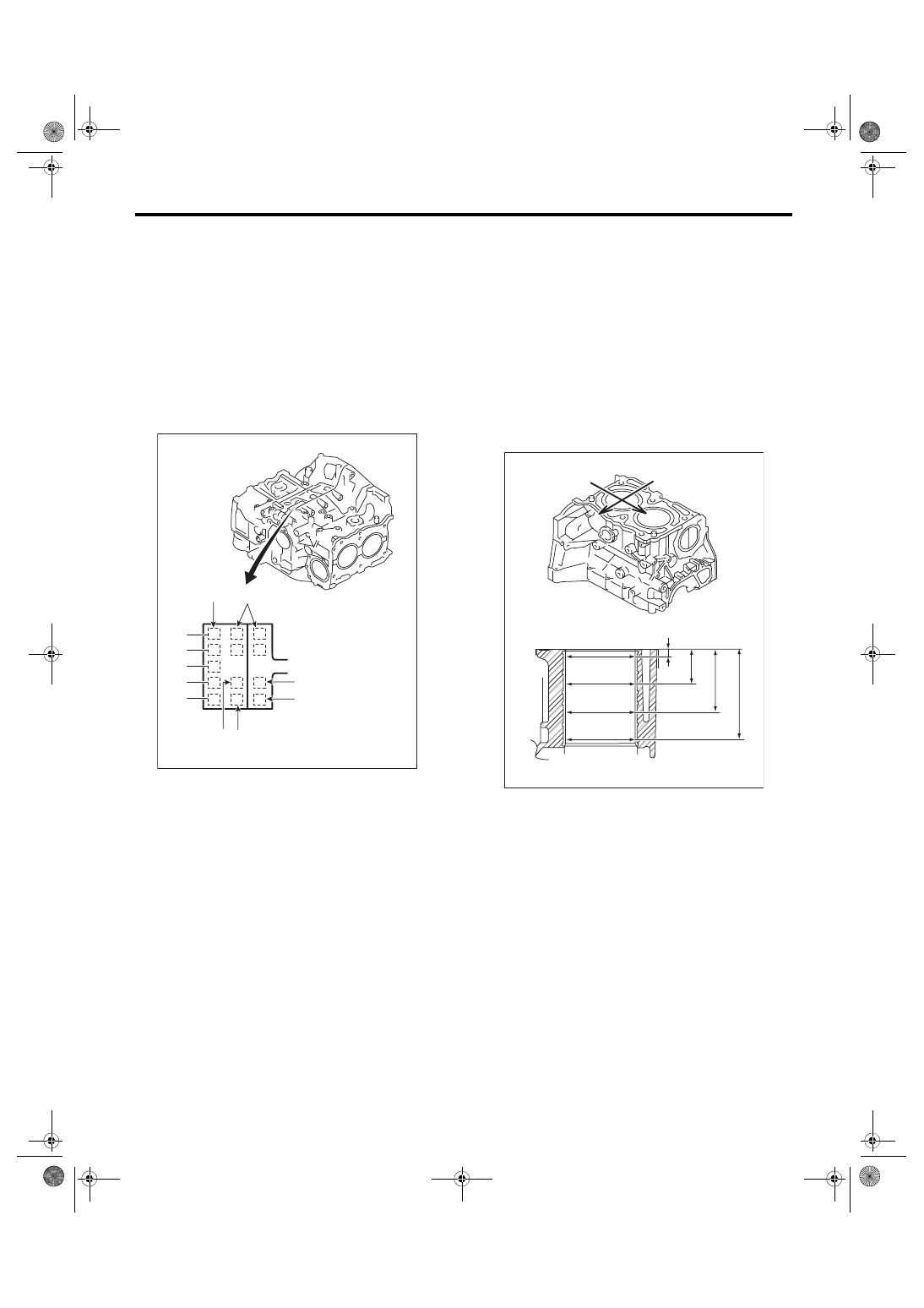
1) The cylinder bore size is stamped on the front
upper face of the cylinder block.
NOTE:
• Measurement should be performed at a temper-
ature of 20°C (68°F).
• Standard sized pistons are classified into two
grades, “A” and “B”. These grades should be used
as guide lines in selecting a standard piston.
Standard diameter:
A: 99.505 — 99.515 mm (3.9175 — 3.9179 in)
B: 99.495 — 99.505 mm (3.9171 — 3.9175 in)
2) Measure inner diameter of each cylinder.
Measure the inner diameter of each cylinder in both
the thrust and piston pin directions at the heights as
shown in the figure, using a cylinder bore gauge.
NOTE:
Measurement should be performed at a tempera-
ture of 20°C (68°F).
Cylindricality:
Limit
0.015 mm (0.0006 in)
Out-of-roundness:
Limit
0.010 mm (0.0004 in)
(A) Main journal size mark
(B) Cylinder block (RH) – (LH) combination mark
(C) #1 cylinder bore size mark
(D) #2 cylinder bore size mark
(E) #3 cylinder bore size mark
(F) #4 cylinder bore size mark
ME-00170
#5
#4
#3
#2
#1
(A)
(B)
(F)
(D)
A
B
A
B
5
4
5
4
(C)
(E)
(A) Piston pin direction
(B) Thrust direction
H1: 10 mm (0.39 in)
H2: 45 mm (1.77 in)
H3: 80 mm (3.15 in)
H4: 115 mm (4.53 in)
ME-04734
(A)
(B)
H2
H1
H3
H4