Subaru Legacy (2005 year). Manual - part 994
EI-33
EXTERIOR/INTERIOR TRIM
Front Bumper
2. REPAIR INSTRUCTIONS FOR COLORED PP BUMPER
NOTE:
All PP bumpers are provided with a grained surface, and if the surface is damaged, it cannot normally be re-
stored to its original condition. Damages limited to the shallow scratches that cause only a change in the lus-
ter of the base material or coating, can be almost fully restored. Before repairing a damaged area, explain this
point to the customer and obtain an understanding about the matter. Repair methods are outlined below,
based on a classification of the extent of damage.
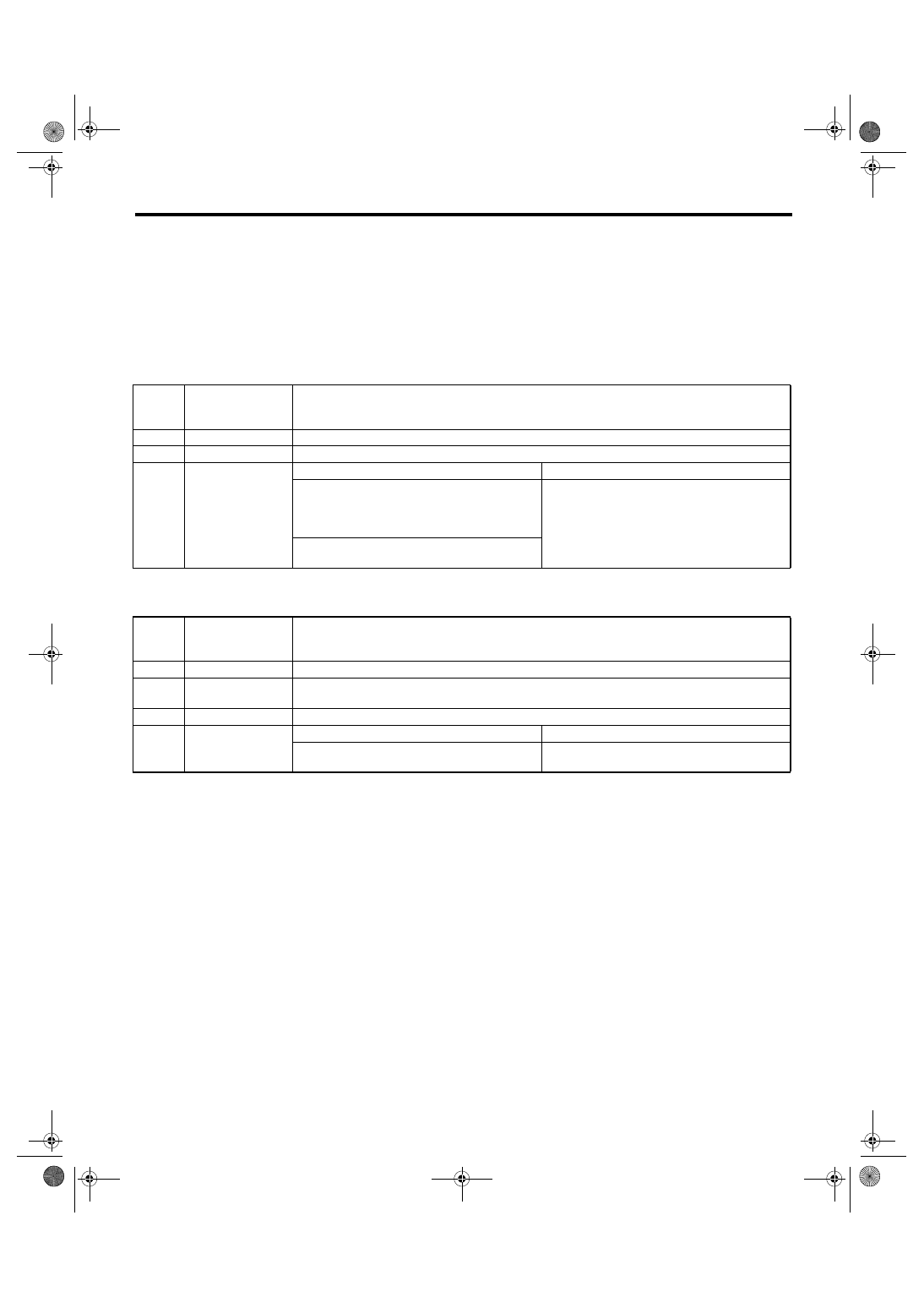
1) Minor damage of only a change in luster of the bumper caused by a light touch
Almost restorable.
2) Deep damage caused by scratching with fences
A dent cannot be repaired but a whitened or swelled part can be removed.
Pro-
cess
No.
Process name
Job contents
1
Cleaning
Clean the area to be repaired using water.
2
Sanding
Grind the repairing area with #500 sand paper in a “feathering” motion.
3
Finish
Resin section
Coated section
Repeatedly apply wax to the affected area
using a soft cloth (such as flannel). Recom-
mended wax: NITTO KASEI Soft 99 TIRE WAX
BLACK, or equivalent.
Perform either the same process as for the
resin section or process No. 18 and subse-
quent in the 3) section, depending on the
degree and nature of damage.
Polish the waxed area with a clean cloth after 5
to 10 minutes.
Pro-
cess
No.
Process name
Job contents
1
Cleaning
Clean damaged area with water.
2
Removal of dam-
aged area
Cut off protruding area, if any, due to collision, using a putty knife.
3
Sanding
Grind the affected area with #100 to #500 sand paper.
4
Finish
Resin section
Coated section
Same as Process No. 3 in the 1) section.
Perform Process No. 12 and subsequent oper-
ations in the 3) section.