SAAB 9000. Manual - part 17
2B•14 Engine removal and general overhaul procedures
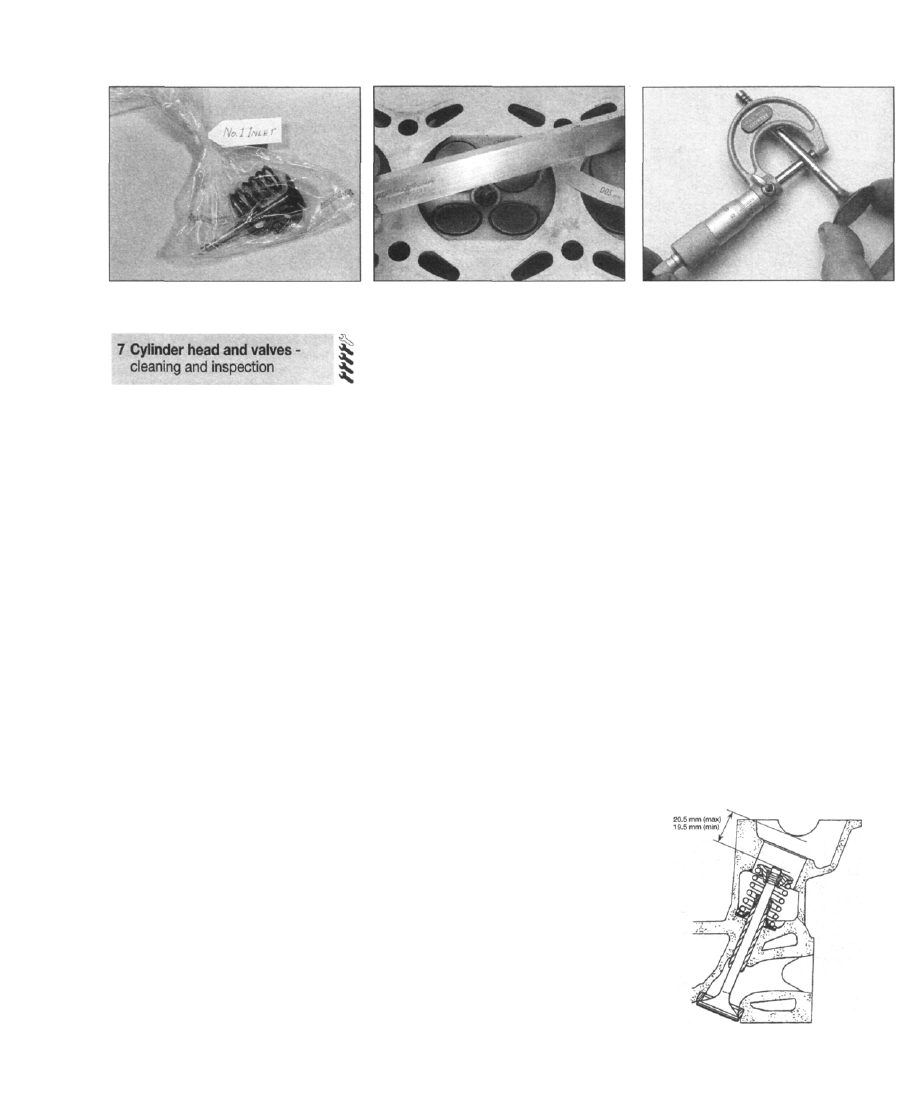
6.7b Place each valve and its associated
components in a labelled polythene bag
1 Thorough cleaning of the cylinder head and
valve components, followed by a detailed
inspection, will enable you to decide how
much valve service work must be carried out
during the engine overhaul. Note: If the engine
has been severely overheated, it is best to
assume that the cylinder head is warped -
check carefully for signs of this.
Cleaning
2 Scrape away all traces of old gasket
material from the cylinder head.
3 Scrape away the carbon from the
combustion chambers and ports, then wash
the cylinder head thoroughly with paraffin or a
suitable solvent.
4 Scrape off any heavy carbon deposits that
may have formed on the valves, then use a
power-operated wire brush to remove
deposits from the valve heads and stems.
Inspection
Note: Be sure to perform all the following
inspection procedures before concluding that
the services of a machine shop or engine
overhaul specialist are required. Make a list of
all items that require attention.
Cylinder head
5 Inspect the head very carefully for cracks,
evidence of coolant leakage, and other
damage. If cracks are found, a new cylinder
head should be obtained.
6 Use a straight-edge and feeler blade to
check that the cylinder head surface is not
distorted (see illustration). If it is, it may be
possible to have it machined, provided that
the cylinder head is not reduced to less than
the specified height.
7 Examine the valve seats in each of the
combustion chambers. If they are severely
pitted, cracked, or burned, they will need to be
renewed or re-cut by an engine overhaul
specialist. If they are only slightly pitted, this
can be removed by grinding-in the valve
heads and seats with fine valve-grinding
compound, as described below. Note that the
7.6 Checking the cylinder head gasket face
for distortion
exhaust valves have a hardened coating and,
although they may be ground-in with paste,
they must not be machined.
8 Check the valve guides for wear by inserting
the relevant valve, and checking for side-to-
side motion of the valve. A very small amount
of movement is acceptable. If the movement
seems excessive, remove the valve. Measure
the valve stem diameter (see below), and
renew the valve if it is worn. If the valve stem is
not worn, the wear must be in the valve guide,
and the guide must be renewed. The renewal
of valve guides is best carried out by a Saab
dealer or engine overhaul specialist, who will
have the necessary tools available.
Valves
9 Examine the head of each valve for pitting,
burning, cracks, and general wear. Check the
valve stem for scoring and wear ridges. Rotate
the valve, and check for any obvious
indication that it is bent. Look for pits and
excessive wear on the tip of each valve stem.
Renew any valve that shows any such signs of
wear or damage.
10 If the valve appears satisfactory at this
stage, measure the valve stem diameter at
several points using a micrometer (see
illustration). Any significant difference in the
readings obtained indicates wear of the valve
stem. Should any of these conditions be
apparent, the valve(s) must be renewed.
11 If the valves are in satisfactory condition,
they should be ground (lapped) into their
respective seats, to ensure a smooth, gas-
tight seal. If the seat is only lightly pitted, or if it
has been re-cut, fine grinding compound
should be used to produce the required finish.
Coarse valve-grinding compound should not
be used, unless a seat is badly burned or
deeply pitted. If this is the case, the cylinder
head and valves should be inspected by an
expert, to decide whether seat re-cutting, or
even the renewal of the valve or seat insert
(where possible) is required.
12 Valve grinding is carried out as follows.
Place the cylinder head upside-down on a
bench.
13 Smear a trace of (the appropriate grade of)
valve-grinding compound on the seat face,
and press a suction grinding tool onto the
7.10 Measuring a valve stem diameter
valve head. With a semi-rotary action, grind
the valve head to its seat, lifting the valve
occasionally to redistribute the grinding
compound. A light spring placed under the
valve head will greatly ease this operation.
14 If coarse grinding compound is being
used, work only until a dull, matt even surface
is produced on both the valve seat and the
valve, then wipe off the used compound, and
repeat the process with fine compound. When
a smooth unbroken ring of light grey matt
finish is produced on both the valve and seat,
the grinding operation is complete. Do not
grind-in the valves any further than absolutely
necessary, or the seat will be prematurely
sunk into the cylinder head.
15 When all the valves have been ground-in,
carefully wash off alI traces of grinding
compound using paraffin or a suitable solvent,
before reassembling the cylinder head.
16 To ensure that the hydraulic cam followers
operate correctly, the depth of the valve stems
below the camshaft bearing surface must be
within certain limits. It may be possible to
obtain a Saab checking tool from a dealer, but
if not, the check may be made using a steel
rule and straight-edge. Check that the
dimension is within the limits given in the
Specifications by inserting each valve it its
guide in turn, and measuring the dimension
between the end of the valve stem and the
camshaft bearing surface (see illustration).
H 28527
7.16 Check the depth of the valve stems
below the camshaft bearing surface