содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..
Рено Симбол. Шатунно-поршневая группа двигателя (K4J, K7J). Сборка и разборка
| Сборка |
| Порядок сборки: |

|

|
| – установите на поршни кольца – наденьте их через днище поршня, начиная с маслосъемного кольца и используя те же плоские щупы, которые применялись при снятии колец. Профили поршневых колец показаны наРисунок 3.58. Компрессионные кольца устанавливаются надписью «ТОР» вверх. Они очень хрупкие, поэтому будьте осторожны при установке. Замки поршневых колец разведите под углом 120° относительно друг друга (Рисунок 3.59); |

|

|

|
| – соберите поршень с шатуном. Метка «L» на днище поршня (Рисунок 3.60) должна быть направлена в сторону маховика, а стопорный выступ вкладыша подшипника нижней головки шатуна должен находиться, как указано на Рисунок 3.61. Поместите верхние головки шатунов на нагревательную плиту мощностью 1500 Вт, как изображено на Рисунок 3.62. Для контроля за температурой нагрева шатунов положите на верхнюю головку каждого шатуна на участке а небольшой кусочек оловянного припоя с температурой плавления приблизительно 250 °С; |
|
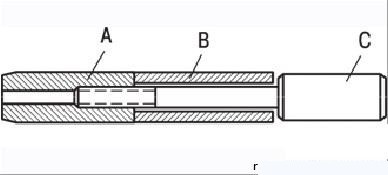
| – подготовьте поршневые пальцы. Убедитесь, что они свободно входят в соответствующие им поршни. Установите поршневой палец на установочный стержень, вверните центрирующее приспособление до упора и затем отверните его на 1/4 оборота (Рисунок 3.63); |

|
| – установите поршень на подставку, сориентировав его, как указано на Рисунок 3.61. Между поршнем и подставкой поместите втулку, ограничивающую перемещение центрирующего приспособления при запрессовке поршневого пальца (Рисунок 3.64); |
| – смажьте моторным маслом центрирующее приспособление и поршневой палец; |
|
| – когда температура припоя достигнет точки плавления (припой превратится в каплю), сотрите каплю припоя; |
| – вставьте шатун в поршень; |
| – как можно быстрее вставьте поршневой палец до упора центрирующего приспособления в подставку; |
| – снимите центрирующее приспособление с пальца; |
| – убедитесь в том, что поршневой палец при любых положениях шатуна не выходит за границы бобышек поршня. |
содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..