содержание .. 636 637 638 639 ..
Nissan Murano. Manual - part 638
EM-126
< UNIT DISASSEMBLY AND ASSEMBLY >
CYLINDER BLOCK
CAUTION:
Do not reuse washers.
1.
Fully air-blow engine coolant and engine oil passages in cylinder block, cylinder bore and crankcase to
remove any foreign material.
CAUTION:
Use a goggles to protect your eye.
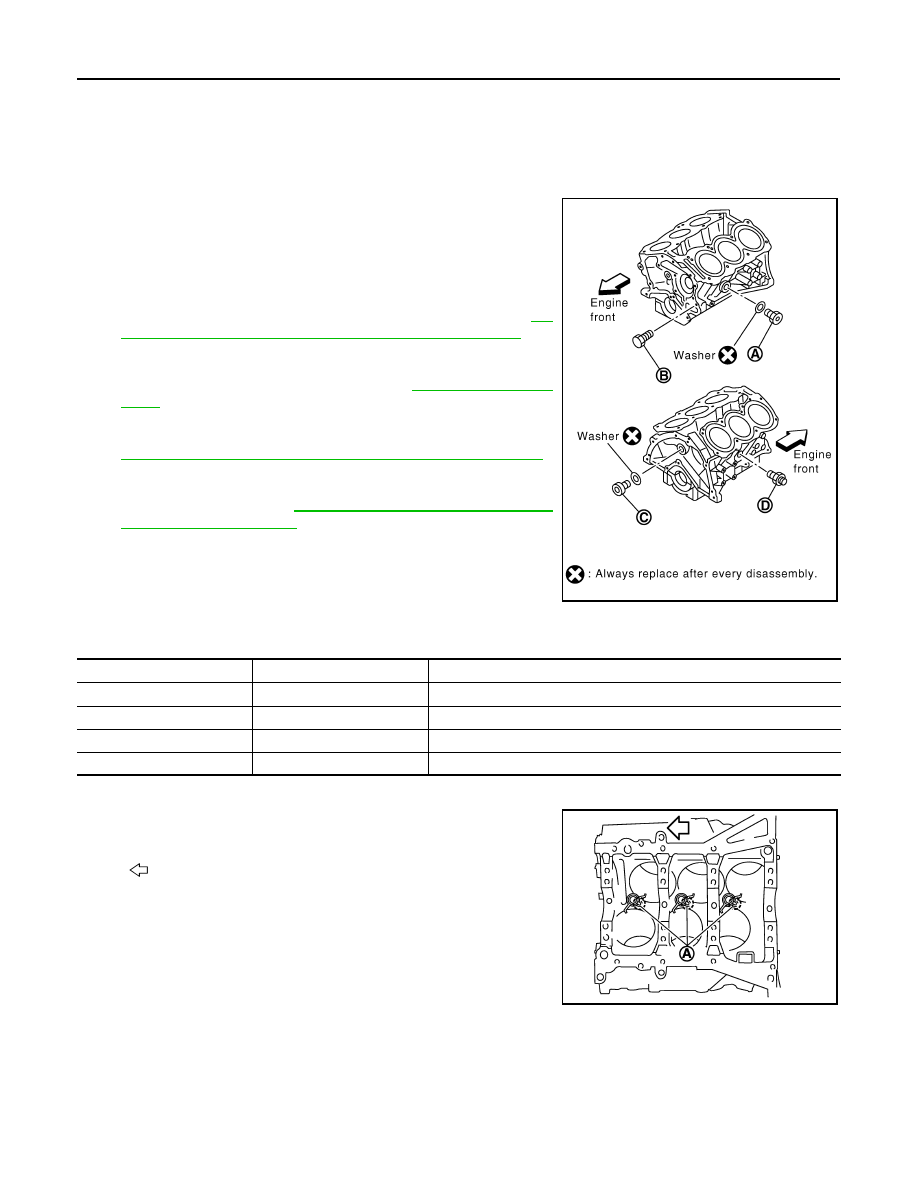
2.
Install each plug to cylinder block as shown in the figure.
CAUTION:
Do not reuse washers.
• Apply sealant to the thread of water drain plug (A).
Use Anaerobic Liquid Gasket or equivalent. Refer to
22, "Recommended Chemical Products and Sealants"
.
NOTE:
For Canada, water drain plug (A) in the figure is not water
drain plug but block heater. Refer to
.
• Apply sealant to the thread of connector bolt (D).
Use Genuine RTV Silicone Sealant or equivalent. Refer to
GI-22, "Recommended Chemical Products and Sealants"
.
• Apply sealant to the thread of plug (C).
Use genuine high strength thread locking sealant or
equivalent. Refer to
• Replace washers with new one.
• Tighten each plug and connector bolt as specified below.
3.
Install oil jet.
• Insert oil jet dowel pin (A) into cylinder block dowel pin hole,
and tighten mounting bolts.
4.
Install main bearings and thrust bearings as follows:
CAUTION:
Be careful not to drop main bearing, and to scratch the surface.
a.
Remove dust, dirt, and engine oil on bearing mating surfaces of cylinder block and main bearing caps.
B
: Water drain plug
PBIC2487E
Part
Washer
Tightening torque
A
Yes
62.0 N·m (6.3 kg-m, 46 ft-lb)
B
No
9.8 N·m (1.0 kg-m, 87 in-lb)
C
Yes
62.0 N·m (6.3 kg-m, 46 ft-lb)
D
No
39.2 N·m (4.0 kg-m, 29 ft-lb)
: Engine front
JPBIA0198ZZ