Discovery (1995+): Body Repair Manual - part 39
PANEL REPAIRS
7
PANELS
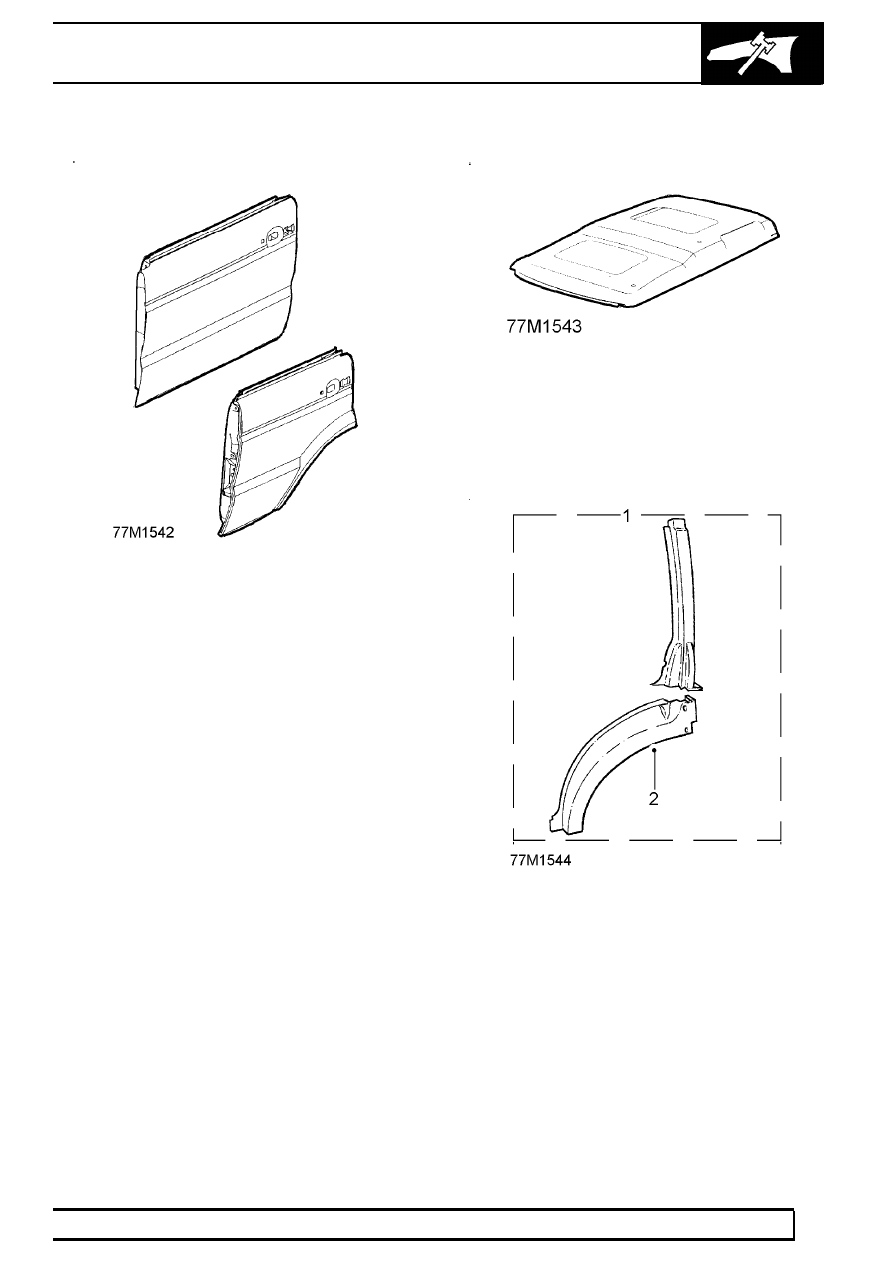
Side Door Assemblies and Door Panels
Side door assemblies comprise an aluminium outer
door panel clinched to a steel frame. Outer door
panels are also available separately.
Roof
Roof panels are serviced as a separate part. Header
panel, roof bows and cant rail are available
separately.
’D’ Post
’D’ posts are serviced as an assembly (1) including
the wheelarch panel (2).