Index Land Rover Discovery Body Repair Manual - 1995 year
Search
Content .. 35 36 37 38 ..
Discovery (1995+): Body Repair Manual - part 37
77
PANEL REPAIRS
16
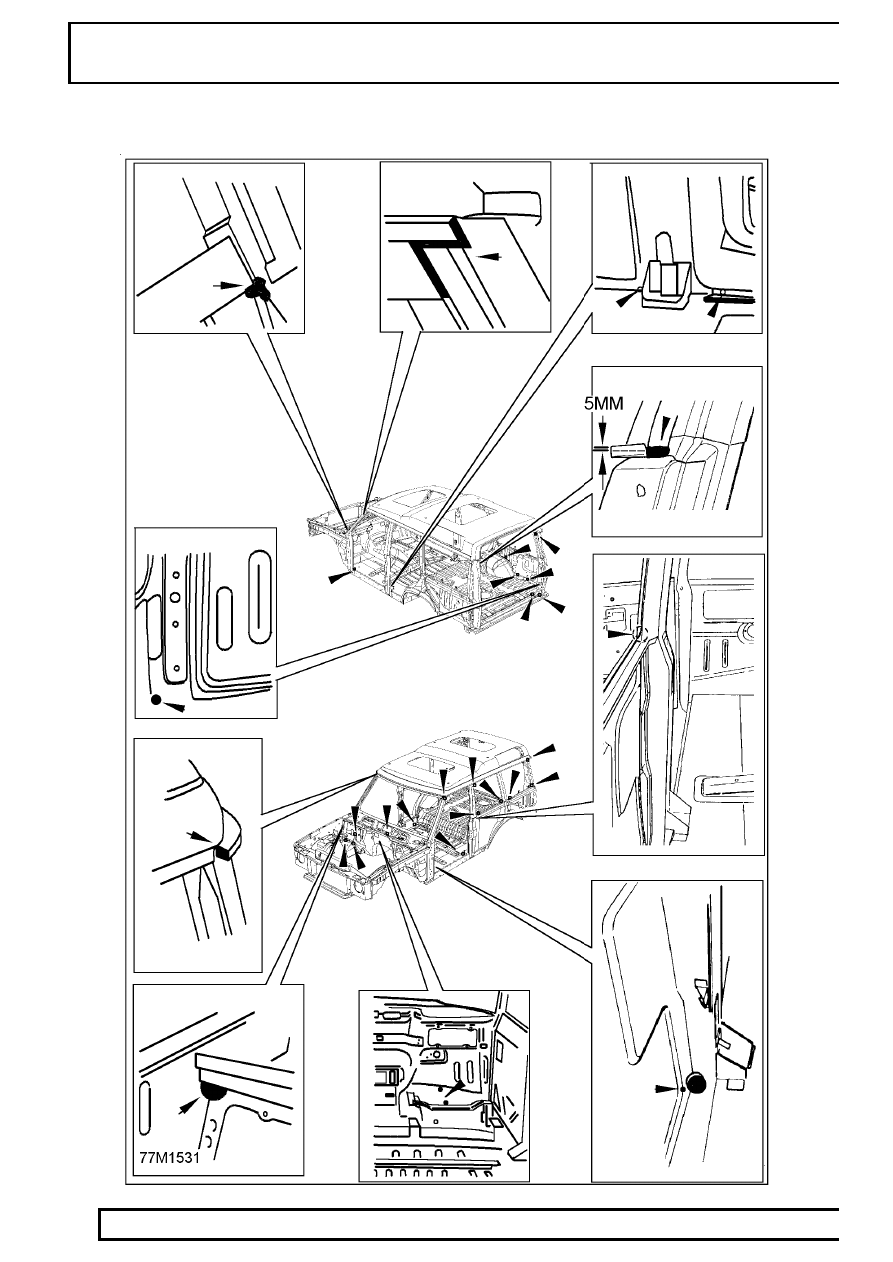
SEALING AND CORROSION PROTECTION
Putty sealant locations