Index Land Rover Defender 90 / 110 / 130 - service repair manual
Search
Content .. 68 69 70 71 ..
Defender 90 / 110 / 130. Manual - part 70
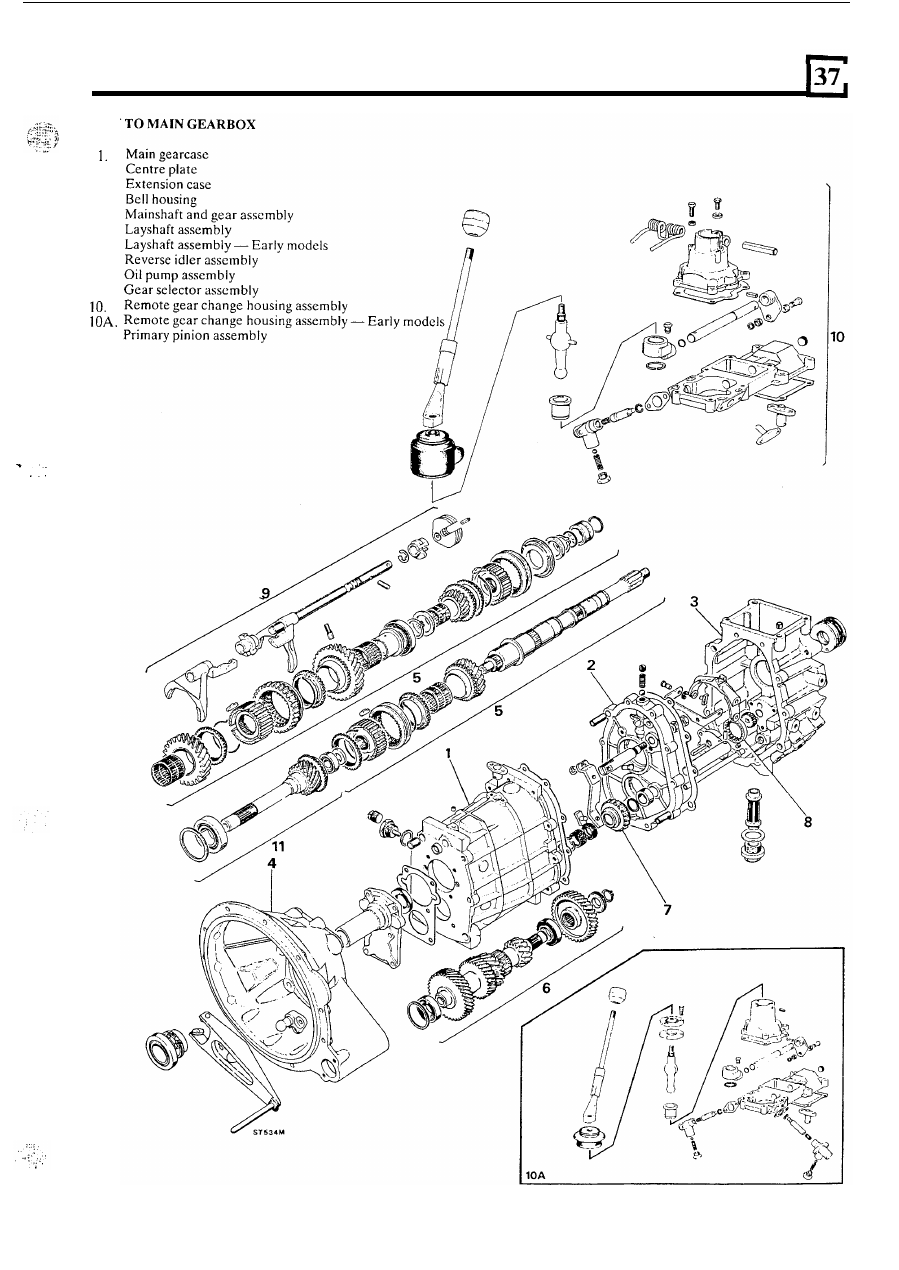
LT77 FIVE SPEED GEARBOX
I
KEY
2 . 3.
4.
5 . 6.
6A.
7.
8.
9.
11.
. .
9